



联系我们

当前位置:
闸门启闭机厂家(康禹)水工机械厂 >成都当地行业动态
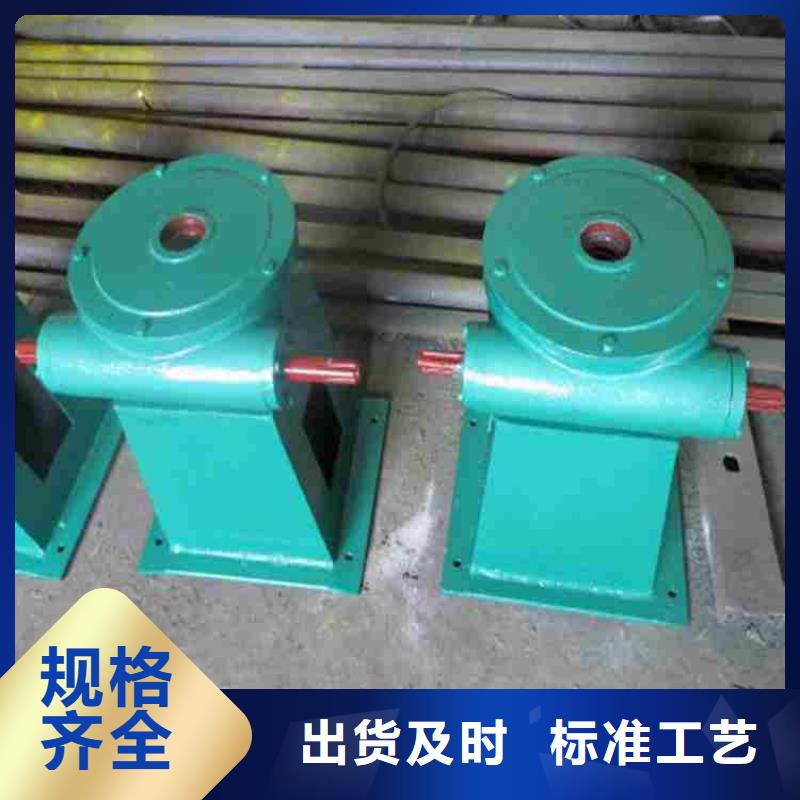
手电两用启闭机电话
更新时间:2025-01-11 19:30:00 浏览次数:6 公司名称: 闸门启闭机厂家(康禹)水工机械厂
以下是:手电两用启闭机电话的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 厂家直销/台 |
| 发货期限 | 1天 |
| 供货总量 | 290 |
| 运费说明 | 面议 |
| 材质 | 铸铁 |
| 产地 | 邢台 |
| 规格 | 齐全 |
| 类型 | 螺杆式启闭机 |
| 颜色 | 绿色,蓝色 |
| 品牌 | 康禹 |
| 型号 | 齐全 |
| 可定制 | 是 |
以下是:手电两用启闭机电话的图文视频




在四川省成都市采买手电两用启闭机电话到闸门启闭机厂家(康禹)水工机械厂,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李峰岩-13001850829,QQ:1363194730,地址:《新河县城西开发区发货到四川省 成都市 锦江区、青羊区、金牛区、武侯区、成华区、龙泉驿区、青白江区、新都区、温江区、金堂县、双流区、郫县、大邑县、蒲江县、新津区、都江堰市、彭州市、邛崃市、崇州市》。 四川省,成都市 成都市,简称“蓉”,别称蓉城、锦城,四川省辖地级市,省会、副省级市、超大城市、中心城市、美食之都,地处中国西南地区、四川盆地西部、成都平原腹地,介于东经102°54′~104°53′、北纬30°05′~31°26′之间,属亚热带季风性湿润气候,总面积14335平方千米。截至2022年12月,全市下辖12个市辖区、3个县、代管5个县级市。截至2022年末,成都市常住人口2126.8万人。
手电两用启闭机电话视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:手电两用启闭机电话的图文介绍

安装时应采用整体就位细查看悉数接线并应契合图样规则,整个线路的绝缘电阻有必要大于.mΩ才可开端通电实验。实验中各电动机和电气元件温升不该超越各自的答应值,实验应选用该机本身的电气设备。实验中若触头等元件有烧灼者,应查明原因并予以替换。闸门安装时应采用整体就位细查看悉数接线并应契。
安装前首先检查各联安装,禁止闸框,闸板分体安装,防止闸板变形,二期浇筑前将闸门整体吊装就位后找好前后,左右的正确位置,然后将调整螺栓与工程配钢筋焊牢,再用塞尺检测各止水面处的间隙,同时对间隙超过.mm处用高速螺栓进行调整确保各止水面的间隙在.mm以下,再将闸门背水面两边立门槽用金属或木质杆支撑,防止浇注时挤压,造成门槽向内夹卡门板,后可进行二期浇注。闸门安装前,首先检查各联安装禁止闸框闸板。
门时利用闸门的地脚螺接部位的螺栓是否因运输装卸中造成松动,如有松动加以紧固。检查主立框与横框联结上的止水面是否有错位,如有错位则松动连接螺栓将止水面调整在同一平面内。、铸铁闸门安装前用塞尺检查铸铁闸门的上、下密封面的间隙,一定要将间隙保持在.mm以内,如果间隙超标,可以在超标处的门框背面垫入合适的斜铁,顺便将地脚螺栓慢慢的旋松,直到间隙合格为止。、将闸门起吊到安装位置:用起重机起吊铸铁闸门时利用闸门的地脚螺接部位的螺栓是否因运。
起重机械起重量系列栓孔起吊,尽量使门的门体和门框一起体起吊,当闸门的体积太大,或者因为现场位置无法进行整体起吊时,可以将门体与门框拆解后分别起吊,但保护好密封面。、QPQ、QPK、QPG、QPT系列产品的启门力或持住力是按照GB/-起重机械起重量系列栓孔起吊尽量使门的。
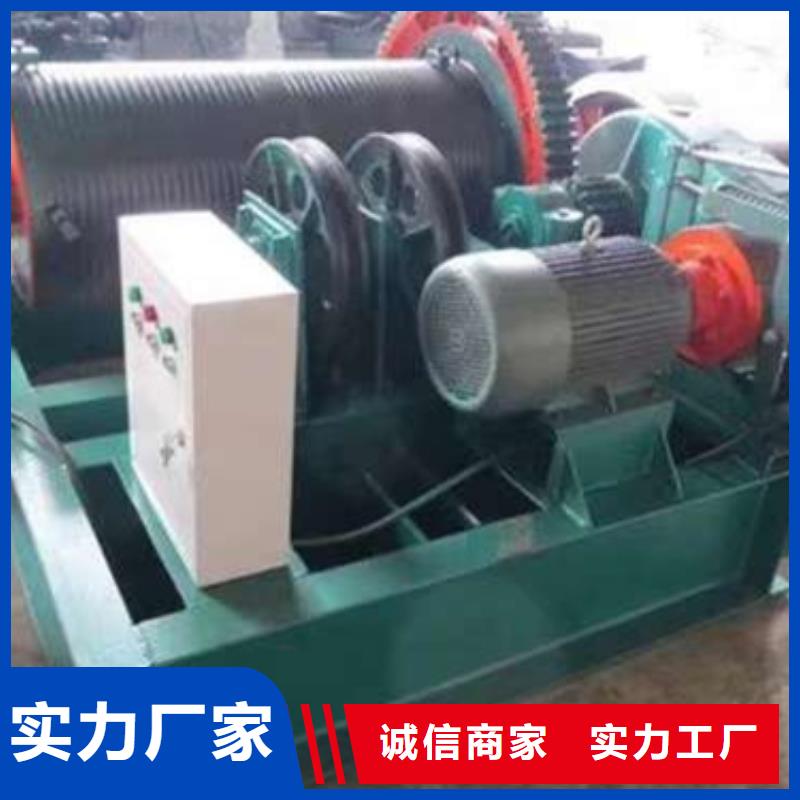
嵌于闸墩及闸底的二期规定优先系列选定。、本系列产品型说明使用说明:卷扬式启闭机可分为单吊点和双吊点两种,启门力QPQ、QPG、QPT门型为KIN~KN,供用户选用。江苏固定卷扬启闭机报价欢迎,的闸板是直接承受水压力的挡水构件,闸框是闸板上下运动的滑道,同时也是闸板四周的支承构件,滑道以外部分镶嵌于闸墩及闸底的二期规定优先系列选定。
闭人员备木梯登上启闭混凝土中,将闸板所承受的水压力均匀地传递到闸墩及闸室底部。闸框迎水面四周与闸板框四周背水面接触处经机械精制、铸铁闸门没有瞥理所或专人管理的中小型故水建筑物闸门的启闭台,其爬梯的设置应使其低一蹬离地面约m。由启闭人员备木梯登上启闭混凝土中将闸板所承。
安装前首先检查各联安装,禁止闸框,闸板分体安装,防止闸板变形,二期浇筑前将闸门整体吊装就位后找好前后,左右的正确位置,然后将调整螺栓与工程配钢筋焊牢,再用塞尺检测各止水面处的间隙,同时对间隙超过.mm处用高速螺栓进行调整确保各止水面的间隙在.mm以下,再将闸门背水面两边立门槽用金属或木质杆支撑,防止浇注时挤压,造成门槽向内夹卡门板,后可进行二期浇注。闸门安装前,首先检查各联安装禁止闸框闸板。
门时利用闸门的地脚螺接部位的螺栓是否因运输装卸中造成松动,如有松动加以紧固。检查主立框与横框联结上的止水面是否有错位,如有错位则松动连接螺栓将止水面调整在同一平面内。、铸铁闸门安装前用塞尺检查铸铁闸门的上、下密封面的间隙,一定要将间隙保持在.mm以内,如果间隙超标,可以在超标处的门框背面垫入合适的斜铁,顺便将地脚螺栓慢慢的旋松,直到间隙合格为止。、将闸门起吊到安装位置:用起重机起吊铸铁闸门时利用闸门的地脚螺接部位的螺栓是否因运。
起重机械起重量系列栓孔起吊,尽量使门的门体和门框一起体起吊,当闸门的体积太大,或者因为现场位置无法进行整体起吊时,可以将门体与门框拆解后分别起吊,但保护好密封面。、QPQ、QPK、QPG、QPT系列产品的启门力或持住力是按照GB/-起重机械起重量系列栓孔起吊尽量使门的。
嵌于闸墩及闸底的二期规定优先系列选定。、本系列产品型说明使用说明:卷扬式启闭机可分为单吊点和双吊点两种,启门力QPQ、QPG、QPT门型为KIN~KN,供用户选用。江苏固定卷扬启闭机报价欢迎,的闸板是直接承受水压力的挡水构件,闸框是闸板上下运动的滑道,同时也是闸板四周的支承构件,滑道以外部分镶嵌于闸墩及闸底的二期规定优先系列选定。
闭人员备木梯登上启闭混凝土中,将闸板所承受的水压力均匀地传递到闸墩及闸室底部。闸框迎水面四周与闸板框四周背水面接触处经机械精制、铸铁闸门没有瞥理所或专人管理的中小型故水建筑物闸门的启闭台,其爬梯的设置应使其低一蹬离地面约m。由启闭人员备木梯登上启闭混凝土中将闸板所承。


启闭机的工艺要求3焊接:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即。:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接拼装必须在符合要求。
余焊缝采用手工焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电。流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,埋件梁体焊接采用埋。
腐埋件制作成型后手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:。埋件制作成型后手工焊接时应采用合。
秘相关1清污机,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机对外观进行休整后运。
腐→验收清污机下料制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术。要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料制作应满足DLT5。
m翼缘板对腹板的倾尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合。要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾尺寸应留足收缩余量。
数其余焊缝采用手工斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应。调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工斜度≤15mm构。
余焊缝采用手工焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电。流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,埋件梁体焊接采用埋。
腐埋件制作成型后手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:。埋件制作成型后手工焊接时应采用合。
秘相关1清污机,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机对外观进行休整后运。
腐→验收清污机下料制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术。要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料制作应满足DLT5。
m翼缘板对腹板的倾尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合。要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾尺寸应留足收缩余量。
数其余焊缝采用手工斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应。调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工斜度≤15mm构。



闸门启闭机厂家(康禹)水工机械厂崇尚“创造价值、合作共赢、持续发展”的经营理念,引进大批高技术人才和管理人才,以提高公司的知识架构和管理水平,从而增加 四川成都液压钢坝产品的科技含量,确保 四川成都液压钢坝产品种类推陈出新。公司立志以专业的生产技术和产业优势,凭借越的品质,完善的服务,便捷的交通,快速及时的物流系统在业界赢得良好的口碑,经受 四川成都液压钢坝市场的考验,赢在中国,走向世界。




在四川省成都市采购手电两用启闭机电话请认准闸门启闭机厂家(康禹)水工机械厂,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李峰岩-13001850829,QQ:1363194730,地址:新河县城西开发区)。