
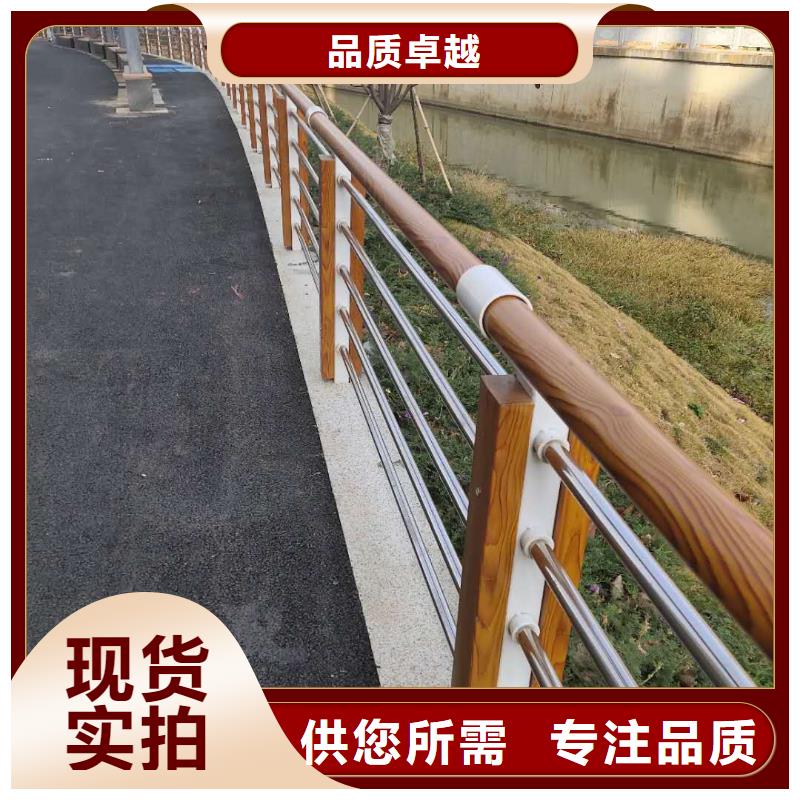



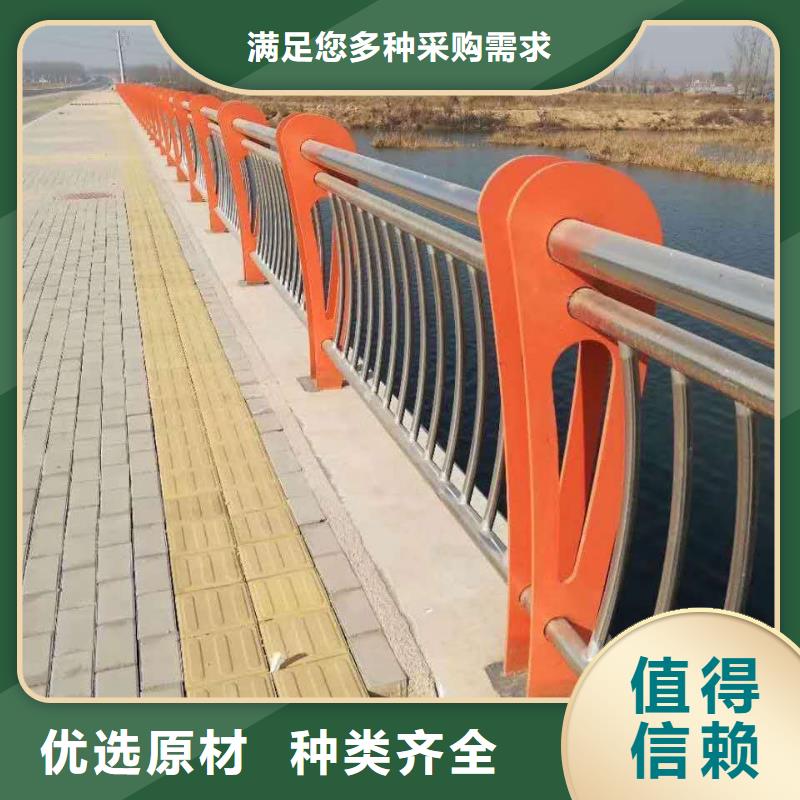
不锈钢围栏结构独特.造型新颖,视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:不锈钢围栏结构独特.造型新颖,的图文介绍
性能涂层分别由热浸锌层,富锌磷化层,有机富锌环氧粉末涂层和聚酯“无瑕彩色粉末涂层组成,要用世界的表面处理技术和先进设备,使四种保护层经科学合理的有机结合,赋予道路防撞护栏具有优异的防腐性和良好的耐潮湿,耐化学性能以及的抗紫外线的稳定性。道路桥梁护栏这种桥梁护栏底座首要用于大型公路桥梁或高速公路支撑护栏钢管。景观护栏配套钢管直径为标准的80mm(也可做成异型尺寸)。其二者配合所构成的桥梁护栏可起到吸收碰撞能量、迫使失控车辆改变方向并使其康复到原有行进方向,防止其越出路外或下跌桥下的效果。不锈钢护栏在桥梁护栏中的实用性产品同时具备不锈钢卓越的美观光亮,并且价格大大低于同规格不锈钢管,更适合大众消费,更以便推广普及。


3.7 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
3.8 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
3.9 焊后清理焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。景观护栏
3.10 焊接工艺评定当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 “JB4708-2000钢制压力容器焊接工艺评定”。
3.8 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
3.9 焊后清理焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。景观护栏
3.10 焊接工艺评定当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 “JB4708-2000钢制压力容器焊接工艺评定”。
3.11 焊接管件采用钢制对焊无缝管件应符合GB/T12459-1990,焊接管件采用钢板制对焊管件时应符合GB/T13401-1992,用于送石油天然气的焊接管件应符合SY/T0510-1998“钢管对焊管件”和SY/T5257-2004“钢制弯管”。




