





对于琼中县规格齐全的天桥景观护栏生产厂家产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
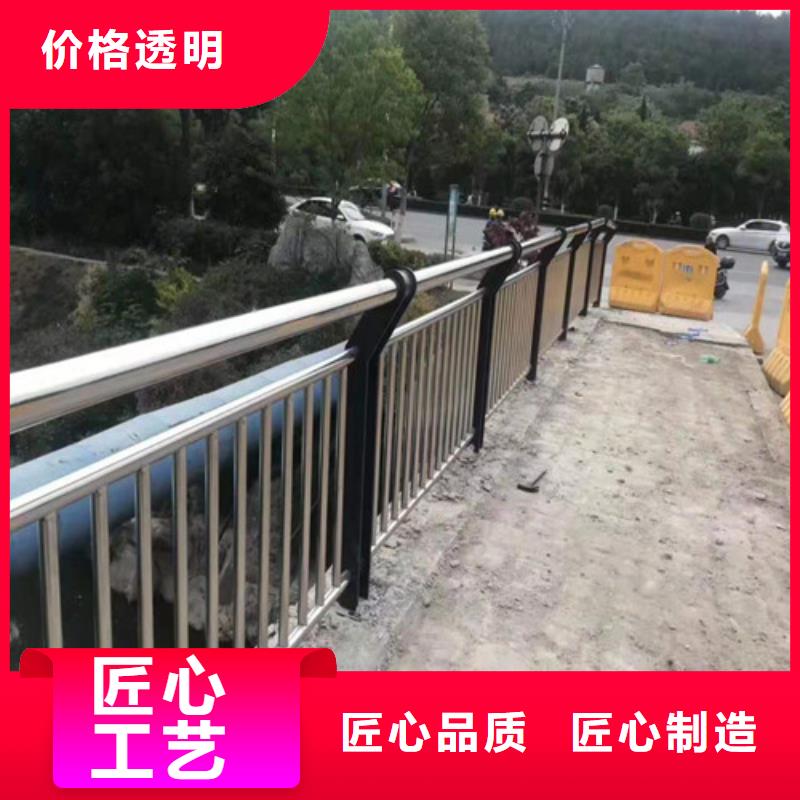
以下是:琼中县规格齐全的天桥景观护栏生产厂家的图文介绍
国内不锈钢复合钢管行业的品牌较差,市场的竞争力弱势。由于产业集中度低、技术落后、低价钱竞争无法避免,这样一个大的不锈钢复合钢管市场在上还未有真正意义上的“品牌”。在日益猛烈的竞争中继续不时淘汰中小型不锈钢复合钢管。研讨和开发力气薄弱和资金缺乏。我国的技术进步仍然呆在国外在80年代,往常是一个大量的进口先进技术和消费线,但关于技术消化、吸收、缺乏基础的软件和硬件支持。理论应用技术的人才流失。固然目前我国有许多学院和大学从事研讨工作,大量的逻辑研讨论文、有一个相当高的水平,但没有紧密分别消费理论,理论到废品才干差。不锈钢复合管按运用性质可分为化工用液体和运用思索,央求其材料的机械物理化学等综合性能。 从经济效益思索,又希望材料的运用寿命长,价钱低价。固然经过添加合金元素和热处置等冶金手段可以进步或改善材料的某种特性,但是添加昂贵而稀有的合金元素并不总是能够得到所需求的综合性能。作为高温高压锅炉过热器用钢管,它应具有高温强度特性、的耐外表面高温腐蚀和耐内表面水蒸汽氧化的特性,同时为了进步锅炉的热效率,该钢管还应具有很好的导热性。作为单一材料,央求同时满足上述诸央求是有一定困难的,而不锈钢复合管则是合理解决问题的有效途径。双金属复合管市场动摇运转。随之双金属复合管价钱小幅上涨,双金属复合管市场成交略有改善。随着市场低品位资源相对丰厚,并且当前双金属复合管厂家资本压力不时增大,目前来看双金属复合管市场冬储市场积极性较差,推迟或减少预期的采购数量,招致目前双金属复合管市场成交价钱稳定略有回调。



关于有凹凸渣滓或较大焊珠的焊缝则应用角磨机中止打磨,磨平后再中止抛光。抛光后必需使外观光亮、平顺、无明显的焊接痕迹。对材料接口缝隙和材料表面缺陷但不影响机械强度,无法用焊接工艺处置的采用环城树脂腻子补偿。金属表面油漆及防锈央求:生铁表面整体冷镀锌处置;表面喷2遍底漆处置,2遍面漆。喷涂厚度均匀,无淋挂、起皱或起色,色泽均匀,与模范核对分歧。废品表面干净,无砂浆、油污污染。制造工艺技术央求:一切构件下料应保证准确,构件长度允许倾向为1mm。坚决应对贸易维护主义应战,维护中国不锈钢复合管行业利益。不锈钢复合管厂将及时评价美贸易维护措施对我国不锈钢复合管行业带来的影响,必要时向有关部门提出反制措施。按照树立美丽中国央求,加快不锈钢复合管行业绿色改造升级。 不锈钢复合管厂将向有关部门积极反映环保政策执行过程中呈现的各种问题,维护合法合规企业合理权益。19世纪末之前,的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术呈往常19世纪末,先是弧焊和氧燃气焊,稍后呈现了电阻焊。20世纪早期,随着 次和第二次大战开战,不锈钢复合管对器材低价可靠的衔接方法需求极大,故促进了焊接技术的展开。随着焊接机器人在工业应用中的普遍应用,研讨人员仍在深化研讨焊接的本质,继续开发新的焊接方法,以进一步进步焊接质量。不锈钢复合管的焊接的过程值得大家中止讨论,假定焊接的质量足够好的话它的承受才干以及运用的用途就会更好的,否则的话不锈钢复合管的运用都会受很大的影响的。间接出口方面(中国经过机电产品等方式出口到美国的不锈钢复合管),高升统计,中国目前间接出口到全的不锈钢复合管量接近9000万吨,根据预算,中国对美国间接出口不锈钢复合管范围大约有1300万至1500万吨。



卓越不锈钢复合管护栏有限公司发挥人才优势,确保技术的实用性;依靠装备优势,以科研开发与实验生产相结合的模式,缩短 山东琼中县道路隔离护栏研发周期,提高了技术的针对性,可靠性;依托地域优势,确保 山东琼中县道路隔离护栏加工质量和周期;凭借体制优势,做到灵活机动、快速反应、服务周到。


不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。



