


以下是我们精心制作的钢管冷拔磷化产品视频,它比任何文字描述更能展示产品的细节和优势。请您点击观看,让我们的产品为您带来惊喜。
以下是:钢管冷拔磷化的图文介绍

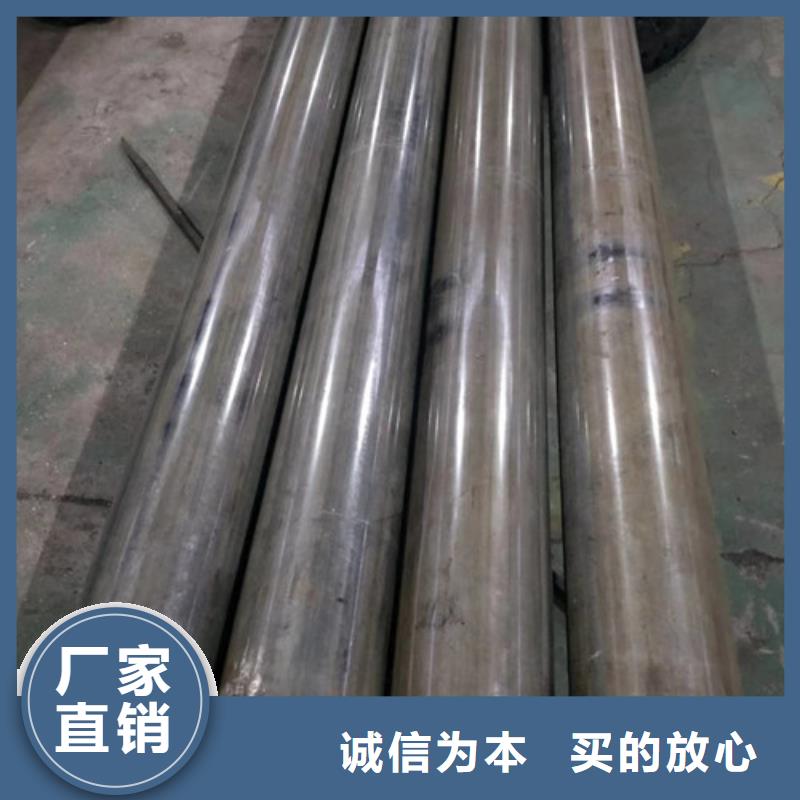
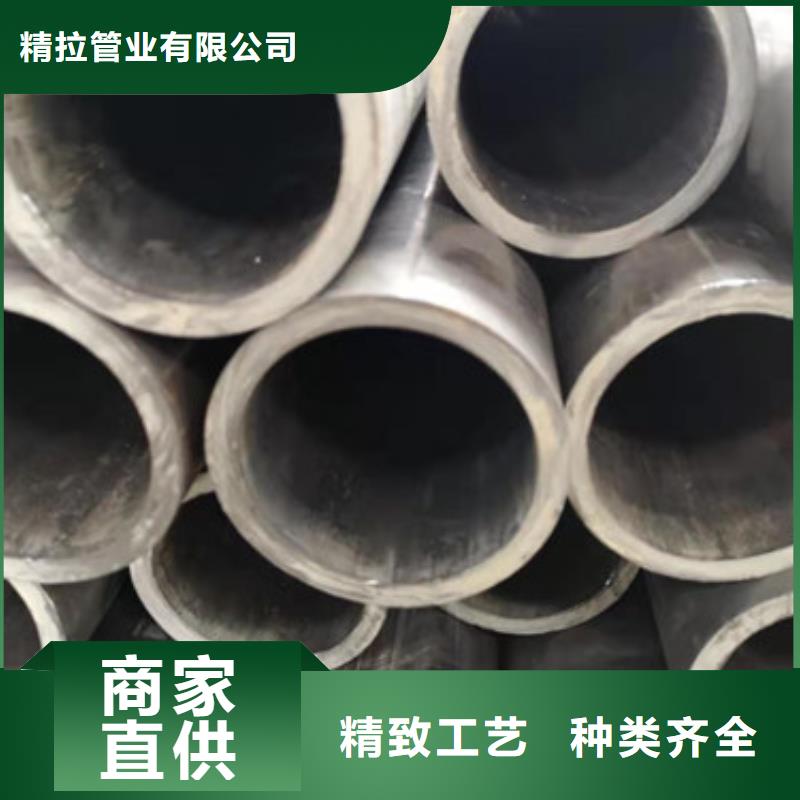
本溪冷拉管
精拉管业有限公司
本溪冷拉管一站式采购服务
热销产品
PRODUCT REAL SHOT DISPLAY







本溪冷拉管的图文介绍
技术先进诚信经营

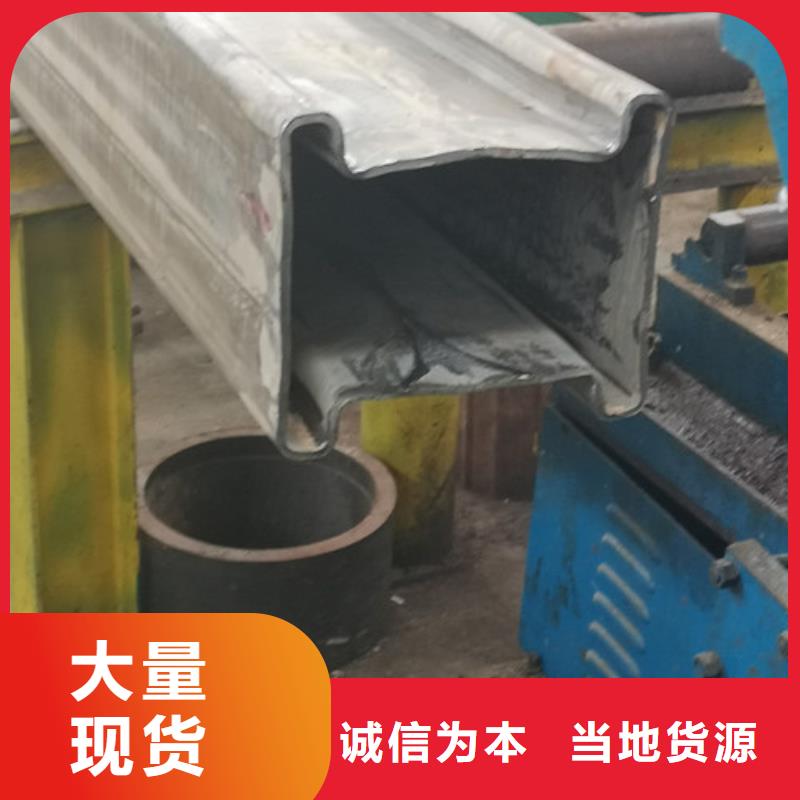
将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。
冷拔管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制冷拔管温度的目的。对于低碳钢,冷拔管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,冷拔管温度亦可通过调节冷拔管速度来实现。



多年经验
买本溪冷拉管直接找源头工厂给您更好的产品

质量把控
严格把控本溪冷拉管生产标准确保品质出厂的都是合格品

支持定制
本溪冷拉管按需定制产能稳定满足多种需求

服务保障
本溪冷拉管成熟技术团队和售后团队交货准时

本溪冷拉管定制流程
