


联系我们

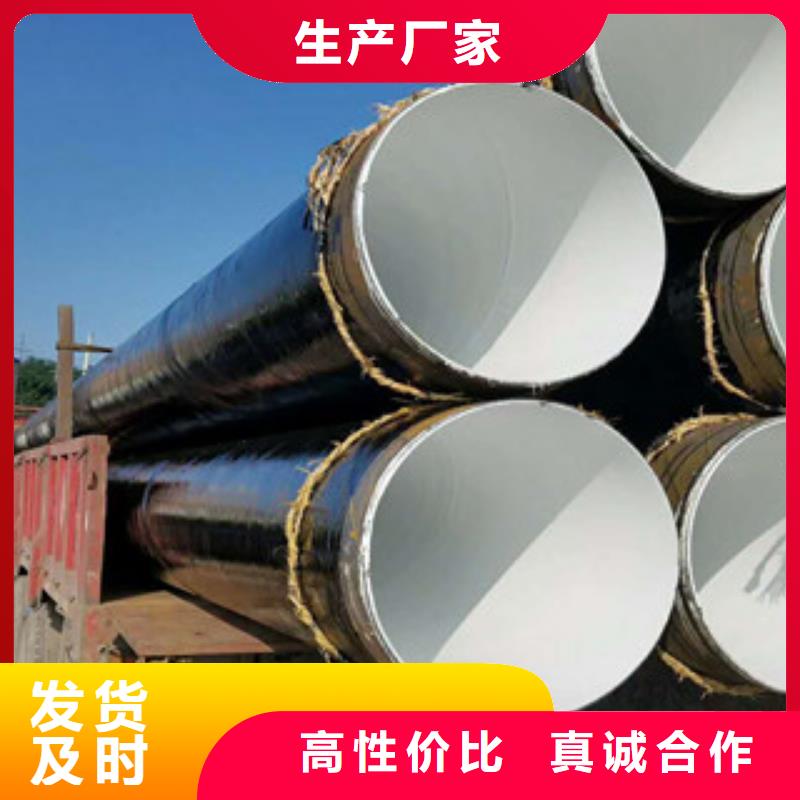
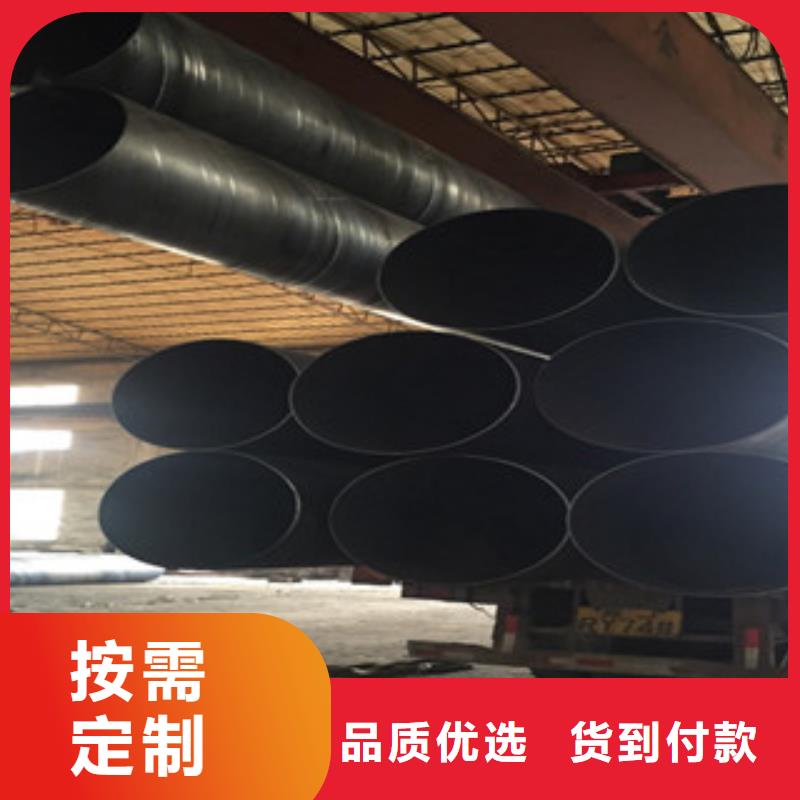
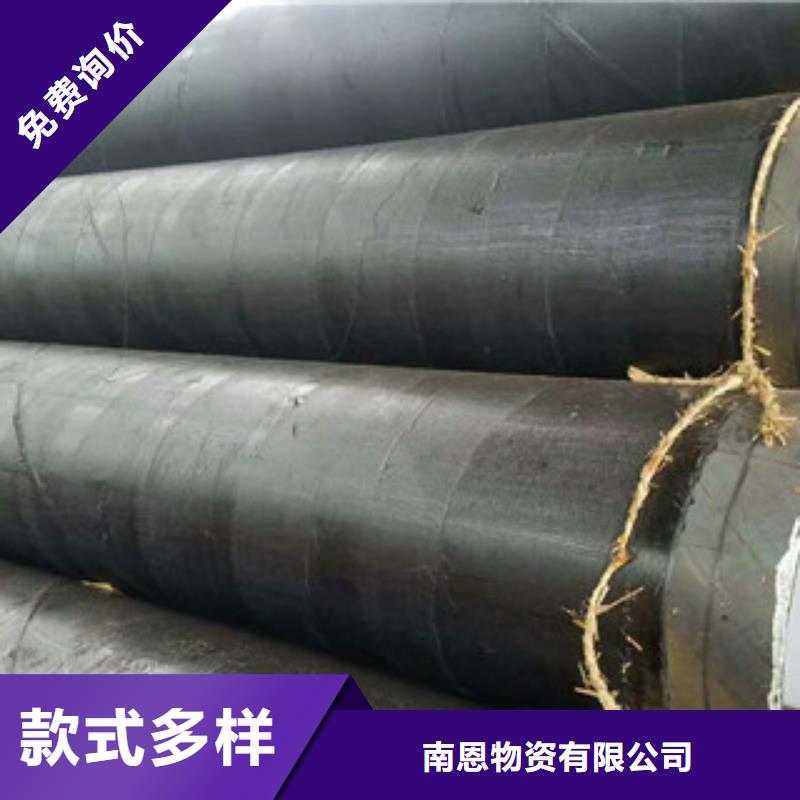
螺旋焊接钢管厂工程推荐
更新时间:2024-12-23 02:28:55 浏览次数:5 公司名称:重庆 南恩物资有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |


南恩物资有限公司建立的营销售后服务体系,通过实施现代化企业管理制度,采用科学管理模式,以“稳定中求发展,发展中求突破”的经营理念,稳中求进;以“细节决定成败”的心态认真对待每一件事,继续秉持“稳定、快捷、科技、领先”的战略定位,让客户长期分享科技进步的成就感与自豪感,南恩物资有限公司竭诚与商家双赢合作,共同发展,共创辉煌!



质量检测:螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。2、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的技术措施,以防试验过程中发生事故。4、致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。5、静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S-静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的选取。 稳压时间:D<508试验压力保持时间不少于5秒; D508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查



根据以上特点可知:螺旋焊管发生 时,由于焊缝所受正应力与合成应力比较小, 口一般不会起源于螺旋焊缝处,其性比直缝焊管高。当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。由于径向应力是存在于钢管上的 应力,所以焊缝处于垂直应力这一方向时承受 载荷。即直缝承受的载荷 ,环向焊缝承受的载荷小,螺旋缝介于二者之间。静压 强度:经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与 压力实测值和理论值基本吻合,偏差接近。但无论是屈服压力还是 压力,螺旋焊管均低于直缝焊管。 试验还显示出螺旋焊管 口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力优于直缝焊管, 口一般只局限于一个螺距内,这是螺旋焊缝对裂口的扩展起了有力的约束作用所致。


生产与管理:
螺旋焊缝钢管的生产能体现出优质的优势。一台螺旋焊管机组的生产量相当于5-8台直缝焊管设备,如何使多台卷管设备生产线都能够达到同一制作标准,即按统一的生产工艺规范和质量保证体系生产以满足焊接质量要求与管道制造等级将是一项繁重的工作。
多头生产势比增加工程管理与质量监督的工程量。多台直缝卷管机组及相应的焊接设备,其操作人员的操作技能、质量意识、分布的点和控制程序的差异将带来生产管理、计划进度、检查验收、交付协调等方面的诸多困难,极易造成管理与协调上的忙乱和生产厂家与施工单位的质量推诿。
质量保证:按照螺旋焊管生产标准的规定,螺旋焊缝钢管的主要检验/控制项目包括:外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、长度外观质量:焊缝余高、错边、钢管表面、分层、夹杂、焊缝缺陷判定化学成分:焊接接头拉伸试验、静水压试验、、酸蚀检验、无损检验而直缝焊管没有相应的生产标准。一般螺旋焊管机组均采用在线连续检验方式来保证焊缝的的焊接质量,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征。连续检验有利于焊接缺陷的监控、焊接质量的稳定、焊接等级的保证。由于生产工艺的限制,直缝焊管极难实现连续不间断检验。这将使焊接隐患与质量问题的出现机率增加,甚至影响将来管线运行的整体工作可靠性。


