

想要快速了解无缝管20cr合金管产品?视频给你直观的感受!
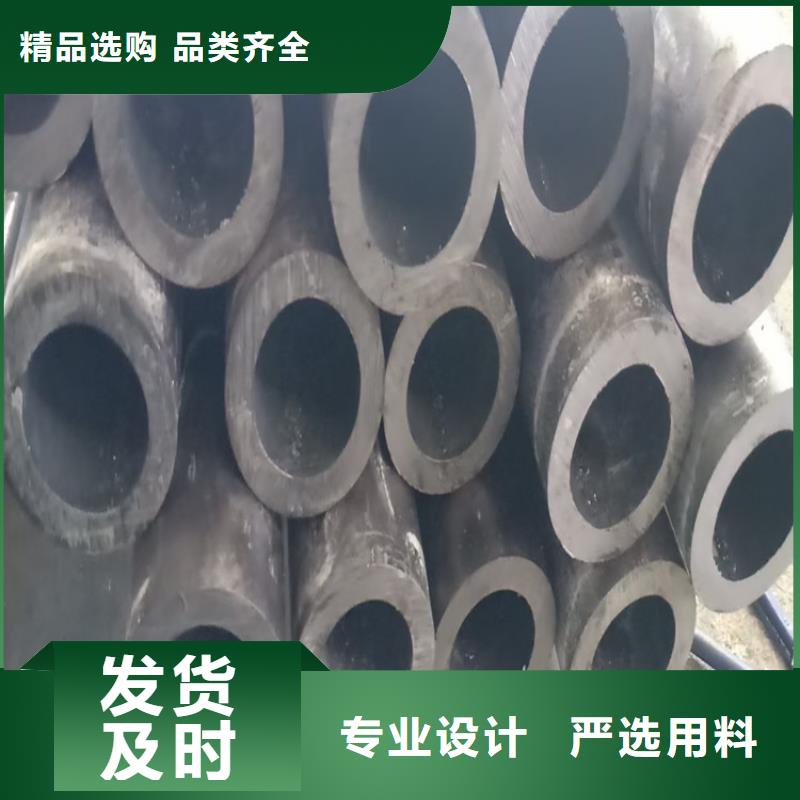
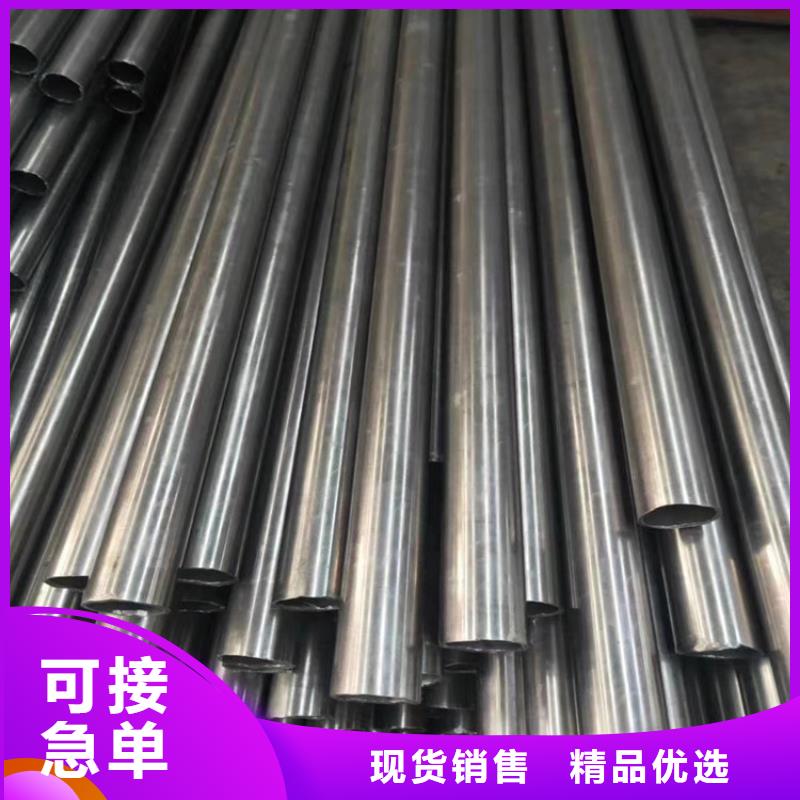
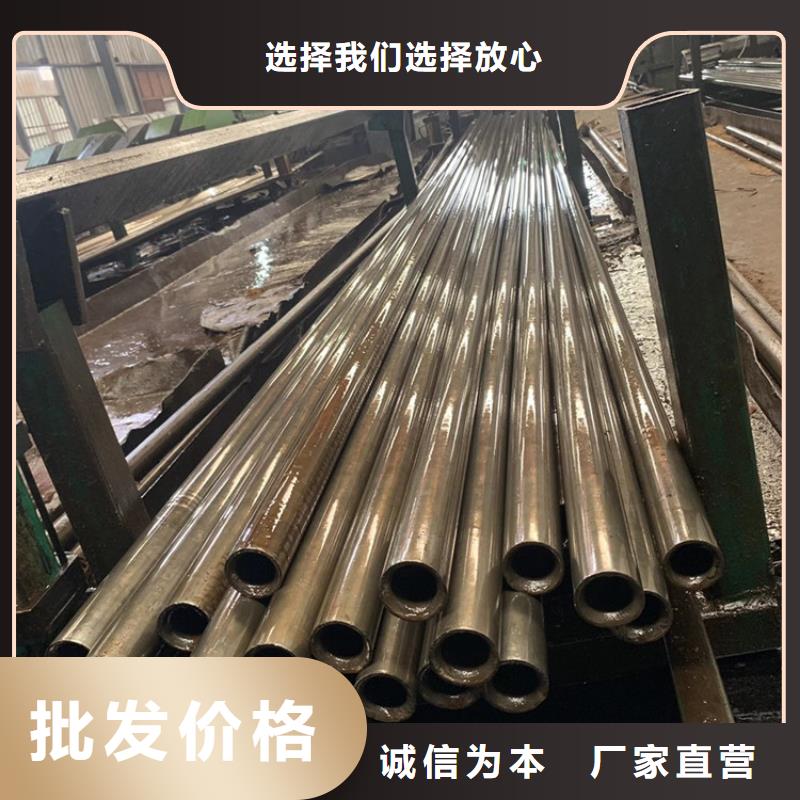
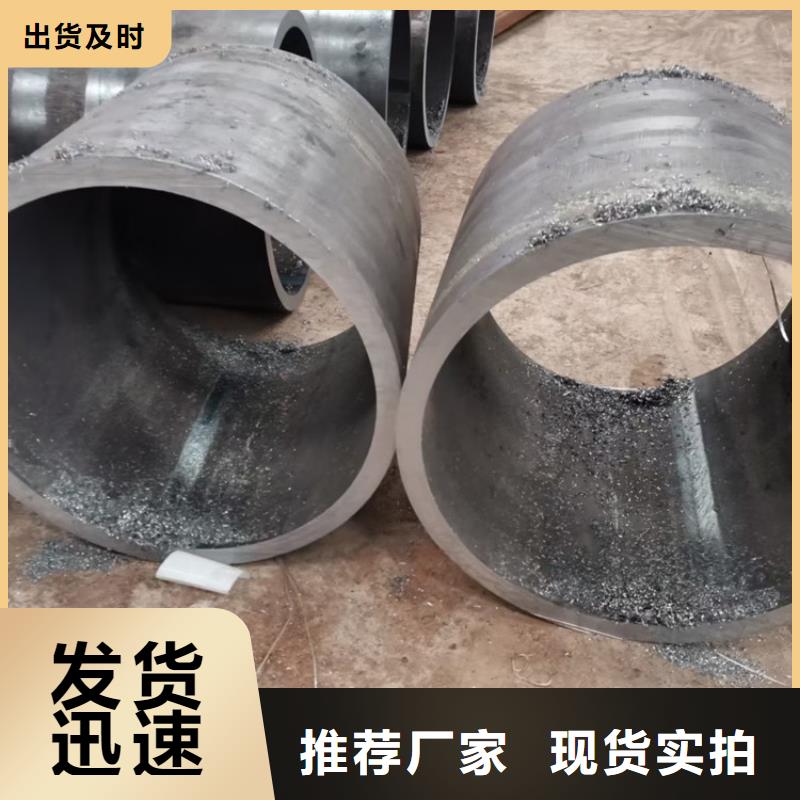
以下是:无缝管20cr合金管的图文介绍

焊管的厚度公差高于无缝钢管厚度公差,材料节省率高,成本低。这就是石业引进焊管产品的一个主要原因。中国的无缝管、轧管产品都受到西方先进焊管产品的挑战,只有跳出单纯数量扩张的圈子,狠抓技术进步,降低成本,产品向次发展才有前途。因此,在20世纪末21世纪初,国内冶金行业无缝化钢管技术的研究应运而生。无缝钢管关于焊管发展方向的两次重大研讨会的观点和影响国内有两次涉及焊管发展方向的重大学术讨论会:一次是1998年“大中直径长输管线用埋弧型直缝焊接钢管研讨会”,一次是2000年“天然气管道输送技术及制管技术高级研讨会”。前一次研讨会主张“发展直缝双面埋弧焊管取代螺旋管”,后一次研讨会提出“继续坚持油气输送干线钢管以国产螺旋焊管为主的技术路线”。这两次研讨会的结论截然相反,对制管业有不同影响。前者引导珠江钢管公司上了JCOE及U0E大口径直缝双面埋弧焊管生产线以及其它的直缝焊管生产线。后者催生了石油天然气系统新上了6条大口径螺旋埋弧焊管生产线、青县巨龙石油钢管公司1条JCOE生产线、非石油天然气系统10多条大口径螺旋焊管生产线。


现我厂 甘肃武威汽车半轴管产品覆盖全国二十六个省、市、区,与全国多家大型、特大型企业建立了长期的友好合作伙伴关系。 广顺物资 有限公司建立和健全了质量管理体系,严格过程控制,完善了售后服务。用户满意是公司人的追求。质优价廉,诚信广交天下友。



无缝钢管网架与轻钢结构是区别,网架杆件只受拉力或压力。既然只受轴向力,那么具体位置就应该没有关系。对于网架来说:规范里确实要求了一个构件的拼接次数,只允许一次,并且限用于压杆。但不记得有规定拼接位置,在实际工程实例中,我也见过在任意位置拼接的杆件。但个人觉得用于拉杆也没有问题,因为焊缝强度一般都高于母材强度,在拉伸试验中也能证明这一点,断开的位置永远都是母材,而不是焊缝。 引用资料原文:《网壳结构技术规程》JGJ61-2003(J258-2003)第6.2.2条对接焊缝可放在受压杆件及压弯杆件。采用对接时,焊缝均应进行无损探伤检验,且每根杆件只允许有一条对接焊缝。对接杆件总数不应超过杆件总数的20%,并不得集中布置。对于轻钢结构来说,引用相关资料如下:在所有的吊车梁标准图中,都有规定“翼缘和腹板的工厂拼接接头不应设在同一截面内,应错开>=200mm,钢结构吊车梁翼缘和腹板拼接位置应设在离支座1/3L~1/4L之间”
就是把拼接接头位置设置在弯矩小的位置。
