

联系我们

当前位置:
聊城 金海金属材料有限公司 >
肇庆本地行业News
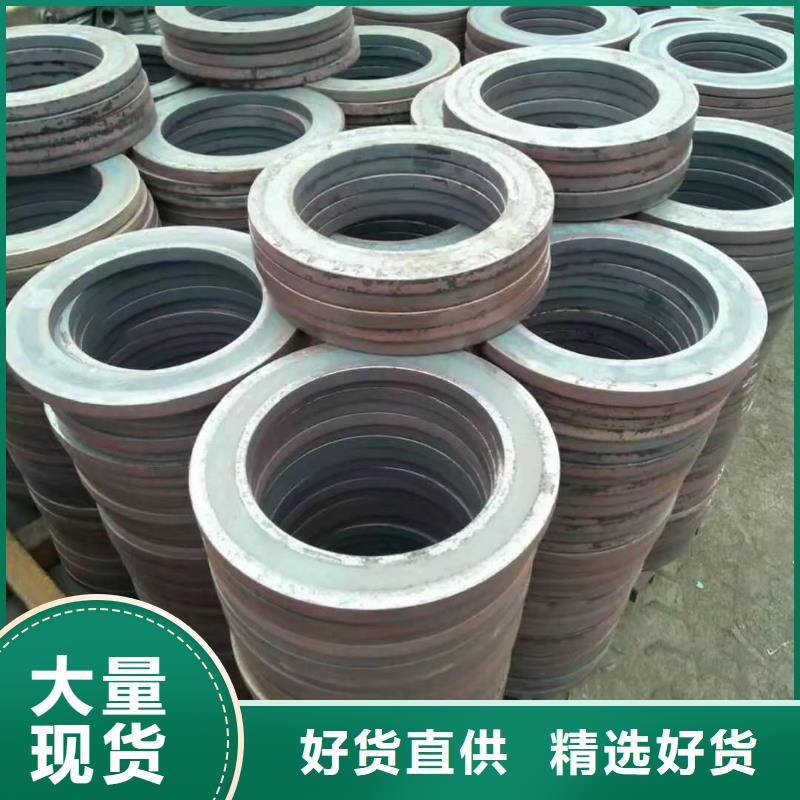
加工定做铝板冲压件精密冲压件紧固件冲压法兰盘冲压件
更新时间:2024-12-28 00:14:25 浏览次数:2 公司名称:聊城 金海金属材料有限公司
以下是:加工定做铝板冲压件精密冲压件紧固件冲压法兰盘冲压件的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 10000 |
| 运费说明 | 3天 |
| 品牌 | 山东 |
| 产地 | 聊城 |
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |
以下是:加工定做铝板冲压件精密冲压件紧固件冲压法兰盘冲压件的图文视频





选购加工定做铝板冲压件精密冲压件紧固件冲压法兰盘冲压件来广东省肇庆市找金海金属材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:季经理-13734465888,{QQ:597671230},地址:[聊城开发区蒋管屯镇杜丹江路东首100号发货到广东省 肇庆市 端州区、鼎湖区、广宁县、怀集县、封开县、德庆县、高要区、四会市]。 广东省,肇庆市 肇庆市,古称端州,广东省辖地级市,是粤港澳大湾区、珠江—西江经济带的重要节点城市,广佛肇经济圈、广州都市圈重要组成部分。2023年,被评为三线城市。全市下辖3个区、4个县、代管1个县级市,总面积约14897.45平方千米,截至2022年末,肇庆市常住人口412.84万人。
我们的加工定做铝板冲压件精密冲压件紧固件冲压法兰盘冲压件产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:加工定做铝板冲压件精密冲压件紧固件冲压法兰盘冲压件的图文介绍


汽车冲压件一般选用的材料
汽车冲压件生产中采用了大量的冷冲压工艺适合汽车冲压件工业多品种、大批量生产的需要。在中、重型汽车中,大部分覆盖件如车身外板等,及一些承重和支撑件如车架、车厢等汽车零部件都是汽车冲压件。
用于冷冲压的钢材主要是钢板和钢带,占整车钢材消耗量的72.6%,冷冲压材料与汽车冲压件生产的关系十分密切,材料的好坏不仅决定产品的性能,更直接影响到汽车冲压件工艺的过程设计,影响到产品的质量、成本、使用寿命和生产组织,因此合理选用材料是一个重要而复杂的工作。



金海金属材料有限公司作为一家集研发、生产和销售于一体的企业,在 广东肇庆精密管行业近10年以来不管是在 广东肇庆精密管的生产,还是技术应用上都积累了丰富的经验。 广东肇庆精密管质量优异,售后服务周到,深受广大用户好评。


1.冲压时产生翻料、扭曲的原因
在级进模中,通过冲切冲压件周边余料的方法,来形成冲件的外形。冲件产生翻料、扭曲的主要原因为冲裁力的影响。冲裁时,由于冲裁间隙的存在,材料在凹模的一侧受拉伸(材料向上翘曲),靠凸模侧受压缩。当用卸料板时,利用卸料板压紧材料,防止凹模侧的材料向上翘曲,此时,材料的受力状况发生相应的改变。随卸料板对其压料力的增加,靠凸模侧之材料受拉伸(压缩力趋于减小),而凹模面上材料受压缩(拉伸力趋于减小)。冲压件的翻转即由于凹模面上的材料受拉伸而致。所以冲裁时,压住且压紧材料是防止冲件产生翻料、扭曲的重点。.



3.生产中常见具体问题的处理
在日常生产中,会遇到冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差较大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
(1).冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
(2).对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。
(3).凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔尺寸相对会趋小。
在具体的生产实践中,应针对具体问题作具体分析,从而找出解决问题的方法。
以上主要介绍了冲裁时,冲件产生翻料、扭曲的原因及解决对策。
在日常生产中,会遇到冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差较大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
(1).冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
(2).对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。
(3).凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔尺寸相对会趋小。
在具体的生产实践中,应针对具体问题作具体分析,从而找出解决问题的方法。
以上主要介绍了冲裁时,冲件产生翻料、扭曲的原因及解决对策。
联系人:季经理,电话:13734465888,金海金属材料有限公司在广东省肇庆市本地专业从事加工定做铝板冲压件精密冲压件紧固件冲压法兰盘冲压件,广东省肇庆市各个县市以及周边城市均可提供送货上门服务!