


联系我们

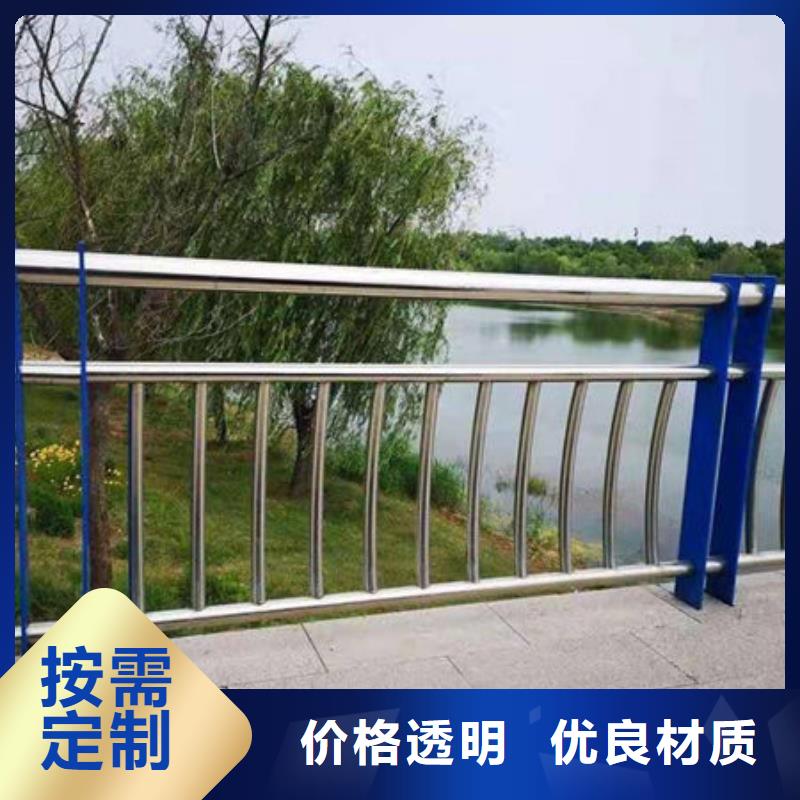
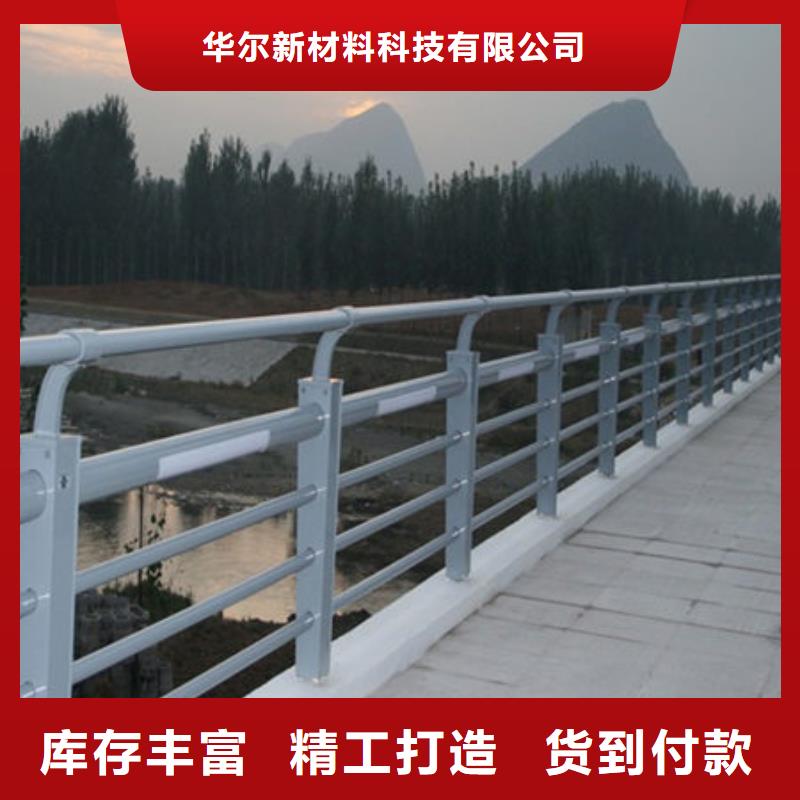
桥梁栏杆批发
更新时间:2024-11-05 19:43:45 浏览次数:4 公司名称: 华尔新材料科技有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999999 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 聚晟 |
| 可定制 | 是 |




华尔新材料科技有限公司拥有中、高级 四川巴中桥梁护栏厂家工程技术人员180余人,担负着全部产品的研发设计与生产指导。拥有完善的质量保证体系、严格的管理制度、强大的生产能力和先进的检测手段,在保证 四川巴中桥梁护栏厂家产品高质量、高产出的同时也具备了较高的市场占有率和较强的市场竞争力。



复合管护栏中使用的不锈钢复合管的首要技术特色
一、具有良好的机械功能。因为表里两层均为金属资料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模
量值高,热膨胀系数小。尤其适宜为建筑给水的立管和地埋敷设。
二、(1)结合强度高。碳钢不锈钢复合管是将内层的不锈钢管套入热镀锌钢管内,在机械力的效果下,使镀锌
钢管做缩径处理,内层不锈钢管做扩径处理,使两层原料紧密结合,其结合强度超越 标准规则1mpa以上。因为
表里层原料附近,所以不会发生分裂现象。
(2)衔接方式多样化
1、能够法兰衔接。管体和法兰选用焊接的法兰,焊条选用不锈钢焊条,这样二个法兰经过螺栓和螺帽拧紧后,
二个法兰触摸面紧紧地贴在一同,流体在管内活动时,流体只和内衬不锈钢复合钢管的管体内的不锈钢层相触摸,确
保流体的纯净性。
2、能够螺纹衔接。 管螺纹联接面是牙形穿插的螺纹,巨大的拧紧力确保管体和管件间拧紧后不渗漏。管螺纹联
接的触摸面是钢和不锈钢触摸,在热胀冷缩时膨胀系数很接近。
3、能够沟槽衔接。管件因口径较大,加工螺纹和拧紧螺纹较困难,故管件应选用沟槽式衔接。在内衬不锈钢复
合钢管的端部外外表挤压出沟槽,沟槽式管接头的两头边压在沟槽之中,沟槽式管接头由两瓣的沟槽式管接头组成,
两瓣的沟槽式管接头之间由螺拴和螺母衔接。当螺拴和螺母拧紧时,两瓣沟槽式管接头紧紧地扣在一同,压紧沟槽式
管接头内的硅橡胶密封圈,硅橡胶密封圈把二截管子的端头紧紧地抱在一同,流体在管内和密封圈内活动,确保了流
体活动的密封性
三、防锈耐腐蚀性好。 钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻挠金
属持续氧化,故不锈钢有很强的耐腐蚀功能,不仅能接受水和空气的腐蚀,而且能够接受弱酸弱碱的腐蚀。内复不锈
钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密
性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不必担心因内壁锈蚀发生结垢、结瘤而使内孔缩
小。
四、耐热耐寒,冷热两用。耐温不锈钢原料工作温度可达700℃~1035℃。耐寒可达1开尔文(B273℃),液氮
冷冻箱就选用不锈钢材。所以不锈钢复合管耐热耐寒功能优越,而且不分冷水管热水管,一管二用,冷热皆宜。
五、通径大、阻力小。不锈钢复合管其内层不锈钢仅3B8m,所以实践通径与规则通径根本相符。而且内壁润滑
、不结垢、阻力小、流水量大。
六、工作压力高。不锈钢复合管能确保工作压力大于2.5mpa以上,能够满足各类建筑给水工程需要。
七、装置便捷,工艺简略。碳钢不锈钢复合管,装置同一般镀锌钢管:DN100以下选用丝接,DN100以上选用
沟槽和法兰衔接,工艺简略,装置工人不需专门训练。
八、卫生环保、性好。因为不锈钢原料化学功能稳定,对人体无危害,所以国际国内医学界在人体内植入的
各种支架、夹板、内固定螺丝都选用不锈钢资料。不锈钢复合管与不锈钢管件配套衔接,加上对接头螺纹和端面的无
毒防锈处理,能够有效防止对水质形成的二次污染。不锈钢复合管体系触摸传输流体部分全为不锈钢资料,卫生环保
,性好,契合“生态住所”需求和以人为本的年代理念。
九、性价比高。不锈钢复合管是在钢管内覆以薄壁不锈钢,这样降低了制形本钱,又确保了厚度以确保强度,使
装置费用大大低于薄壁不锈钢管。



了解下不锈钢复合管护栏的制作工序
不锈钢复合管护栏的底层与复层接壤处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学
性能、接头方式及填充金属品种,常发作高温结晶裂纹、推延裂纹和脆化问题。焊接的方法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等。
如今常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要
分别停止焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢类似,而底层与复层接壤处的异种金
属焊接是关键。
焊前准备,不锈钢复合管护栏的切开,普通总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复
层有必要向下底层向上,不能损伤复层表面和分离处;在底层和复层都较厚的状况下,可选用等离子切开(从复层侧
开端切开)和氧-乙炔火焰切开(从基体侧开端,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床停止急剧弯曲,要逐段迟缓加工成形;假
如需求热加工成形的话,首先要清洗工件表面油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基
体能够空冷,对低合金钢基体要停止保温缓冷。加热温度在700~850℃。


1、预埋底板
装置预埋件(后加埋件)护栏预埋件的装置只能选用后加埋件做法,其做法是选用膨胀螺栓与钢板来制造后置连接件,先在土建底层上放线,断定立柱固定点的方位,然后在地面上用冲击钻钻孔,再装置膨胀螺栓,螺栓保持满足的长度,在螺栓定位今后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述办法。
2、放线
在加埋件施工的时候,或许发作差错,所以在立柱装置之前,应从头放线,以断定埋板方位与焊接立杆的准确性,如有偏差,及时修正。
3、焊接立柱
装置立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。
4、焊接面管,玻璃连接件
扶手与立柱在装置前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊装置,相邻扶手装置对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。
5、抛光打磨
全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。
6、装置玻璃
镶配有机玻璃,玻璃等栏板,护栏玻璃类型、厚度应符合规划要求,并应运用厚度不小于12mm的钢化玻璃。


