
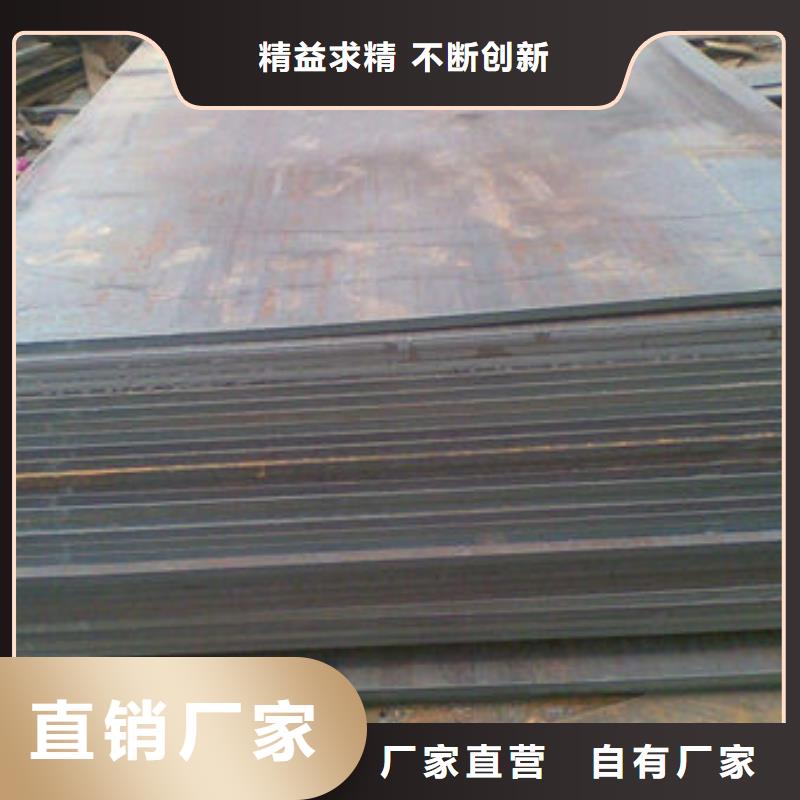

走进真实的场景,感受产品的独特魅力!我们的Q690D高强钢板加工优惠视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:Q690D高强钢板加工优惠的图文介绍

公司现有大量的 合金圆钢库存及原材料库存,对于紧急需要购买 合金圆钢的客户我们承诺在48小时内内出厂。
合金圆钢质保期内出现任何质量问题免费换新。因为我们对自己的产品质量有信心,所以我们可以承诺!



化学成分对镀锌基板的化学成分的请求,列国尺度划定分歧。如就不请求,美国则请求。一般不作制品查验。板形权衡板形黑白有两个目标,即平直度和镰刀弯。双金属耐磨板的平直度和镰刀弯的容许值尺度有必定划定。 熔化极氩弧焊耐磨衬板主要的工艺参数有:焊接电流、电弧电压、焊接速度、焊丝伸出长度、焊丝的倾角、焊丝直径、焊接位置、极性等。此外,保护气体的流量大小也会影响熔滴过渡类型、焊缝的几何形状和焊接质量。焊接电流和电弧电压:通常根据耐磨衬板的厚度选择焊丝直径,然后再确定焊接电流和熔滴过渡类型。 焊接电流增加,焊缝熔深和余高增加,而熔宽则几乎保持不变。电弧电压增加,焊缝熔宽增加,而熔深和余高略有减小。焊接速度:单道焊的焊接速度是焊沿接头中心线方向的相对移动速度。其他条件不变时,熔深随焊速增加而增加,并有一个值。 焊速减小时,单位长度上填充金属的熔敷量增加,熔池体积增大。由于这时电弧直接的只是液态熔池金属,固态母材金属的熔化是靠液态金属的导热作用实现的,固熔深减小,熔宽增加。焊接速度过高,单位长度上电弧传给母材的热量显著降低,母材的熔化速度减慢。
