
气焊时,常采用左焊法,这有利于防止金属过热和晶粒长大的倾向;但是,当焊件厚度大于6mm时,则采用右焊法。右焊法能以较高的温度加热紫铜焊件,此外便于观察熔池、操作方便。10*1包塑紫铜管在焊接前,先检查设备状况,再根据焊件厚度、喷嘴孔径调节好流量、钨极伸出长度(一般在6~10mm之间)、焊接电流等参数,焊喷嘴与焊件距离约在8~15mm之间。
焊炬与焊件的角度,应便于观察熔池及添加填充焊丝。平对接焊时,焊炬与焊件间的夹角为70~80,角接焊时则为35~45。焊丝与焊件间的夹角为10~20钨极手工氩弧焊时,一般采用左向焊法。焊炬应均匀、平稳地向前做直线运动,并保持恒定的电弧长度。
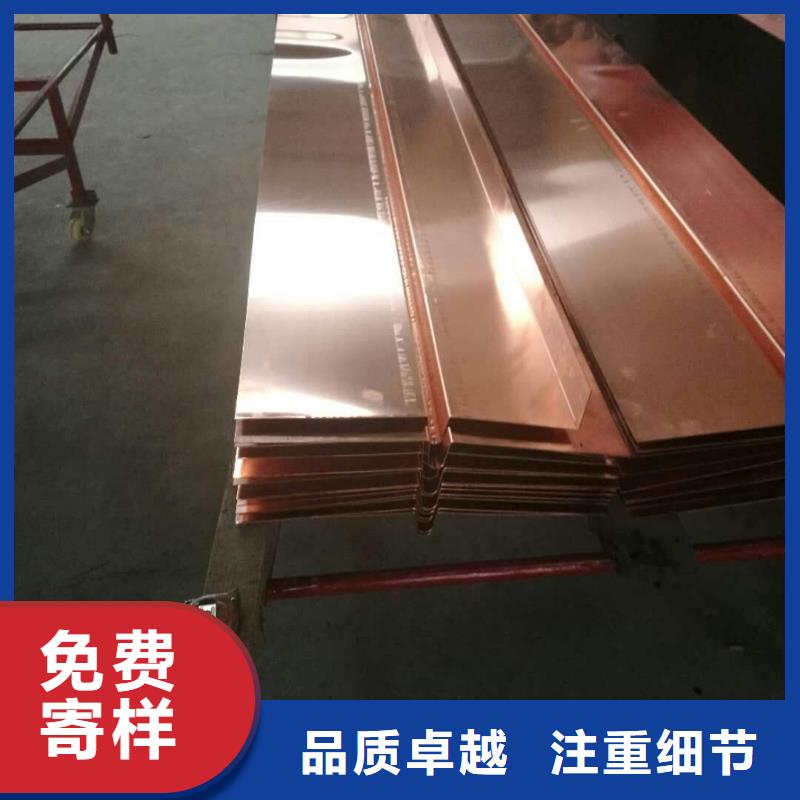
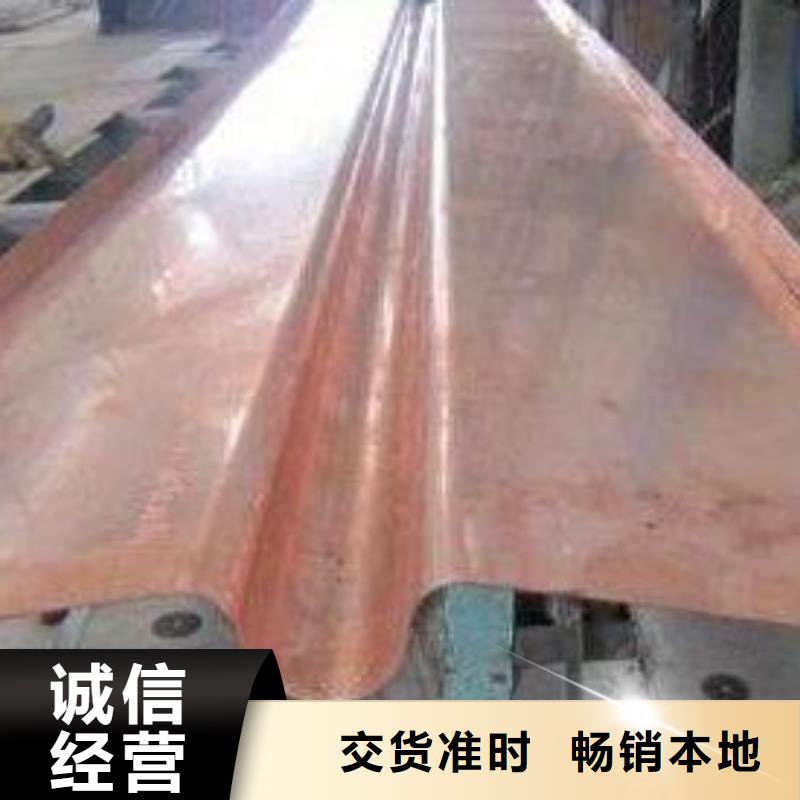
在不添加焊丝的对接焊时,弧长为1.0~2.0mm;添加焊丝的对接焊时,弧长在4~7mm之间。焊炬移动时,可作简短的停留,当达到一定的熔深后,再添加焊丝、向前移动。铜管具备坚固、耐腐蚀的特性,而成为现代承包商在所有住宅商品房的自来水管道、供热、制冷管道安装的。
10*1包塑紫铜管是可以改变形状的,因为铜管可以弯曲、变形,它常常可以做成弯头和接头,光滑的弯曲允许铜管以任何角度折弯。铜是易连接的,铜是安全的。不渗漏、不助燃、不产生有体、耐腐蚀。重量较轻,导热性好,低温强度高。




其焊接顺序为:(1)加热前,先将助焊剂涂在待焊部位.(2)加热紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。
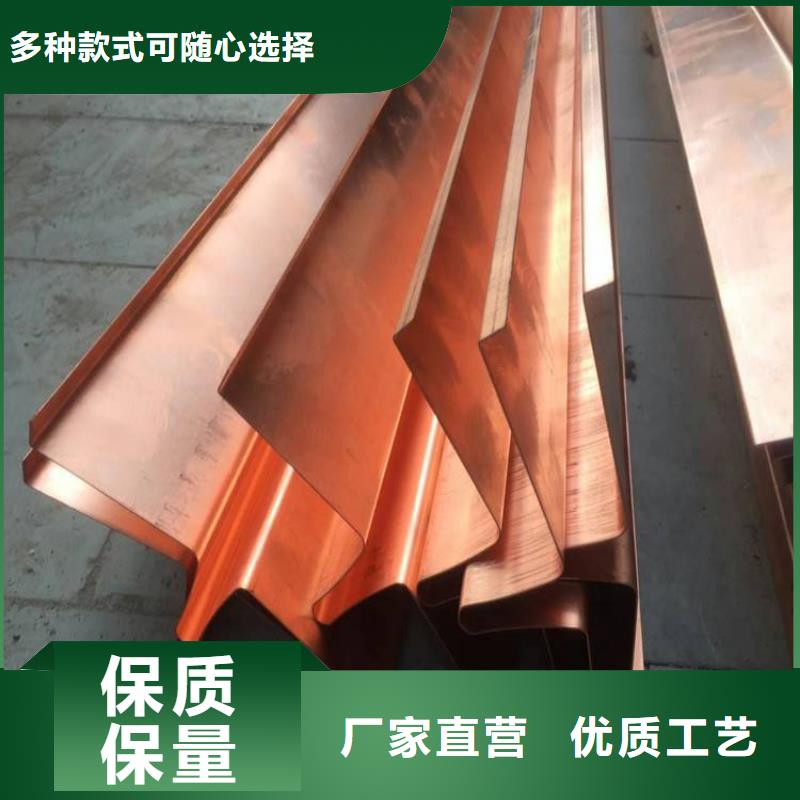
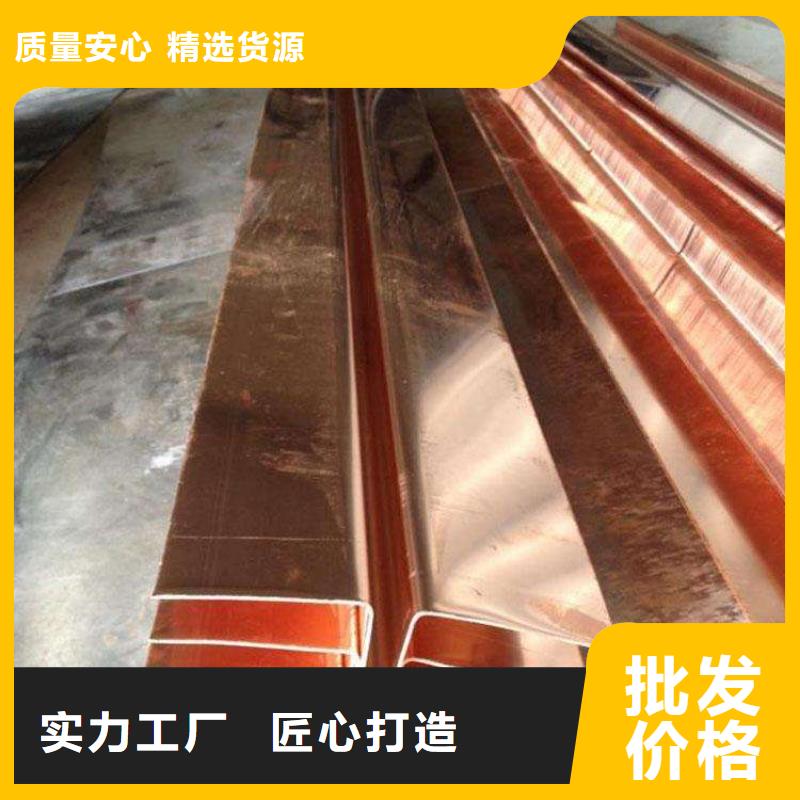
T2紫铜板有良好的导电、导热、耐蚀和加工性能,可以焊接和钎焊。含降低导电、导热性杂质较少,量的氧对导电、导热和加工等性能影响不大,但易引起氢病,不宜在高温(如370℃)还原性中加工(退火、焊接等)和使用。
热加工温度900~1050℃;退火温度500~700℃;冷作硬化铜的再结晶开始温度200~300℃。我们使用铜板的时候往往因为各种各样的需求需要去对紫铜板切割加工,如果方法不对会造成很大的影响,或者直接导致不能使用。然而许多人不知道T2紫铜板怎么切割,下面就来为大家讲解一下。

