15263500888



发布时间:2024-06-26 07:48:34 浏览次数:1 公司名称:[江门]新物通物资有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 到付 |
| 供货总量 | 9999 |
| 运费说明 | 3天 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |


在轧制中,轧件与轧辊相互作用,轧件在轧辊作用下产生塑性变形,轧机、轧辊等受轧件的反力产生弹性变形。当然,轧件也伴有小的弹性变形,通过轧辊后有极小的弹性变形量恢复,增加了轧件厚度。如图所示,厚度为H的轧件经过轧辊压下Δh总,但由于轧辊弹性变形,轧件减少压下Δh1;同时轧件出轧辊后,由于弹性变形恢复,轧件压下减少Δh2。结果,轧件实际压下量Δh=Δh总-Δh1-Δh2当Δh总=Δh1+Δh2当时,轧件通过轧辊将不产生压下,这时的轧件厚度即是最小可轧厚度。斯通(M.D.Stone)、罗伯茨(W.L.Roberts)、福特-亚历山大(H.Ford)-(J.M.Al-exander)等人都对最小可轧厚度公式做过理论推导。
按斯通推导的计算公式,最小可轧厚度 hmin=3.58DμK / D



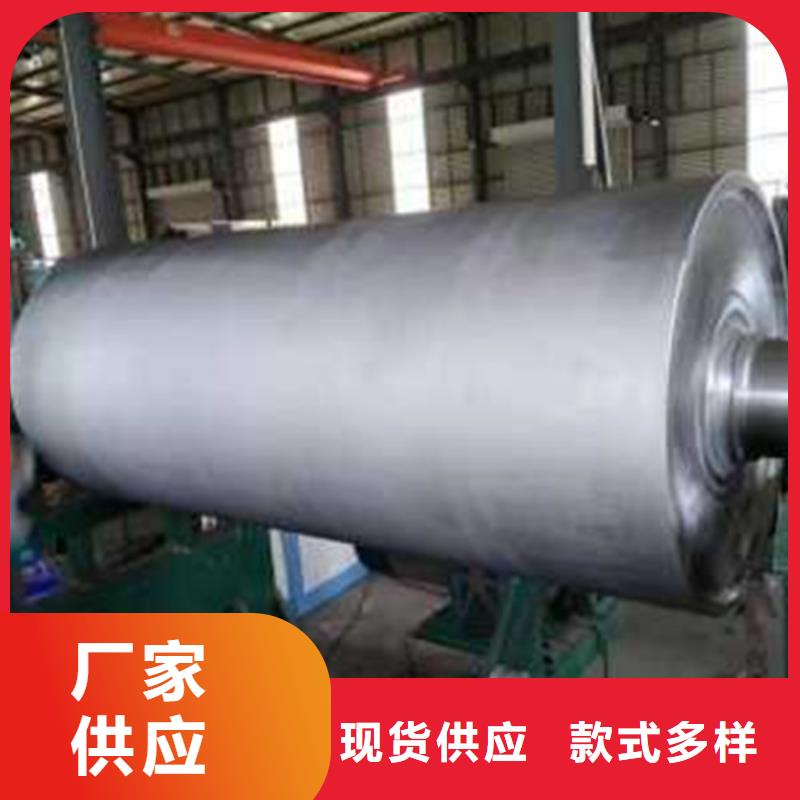
轧辊成型方法
铸造轧辊和锻造轧辊;
铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
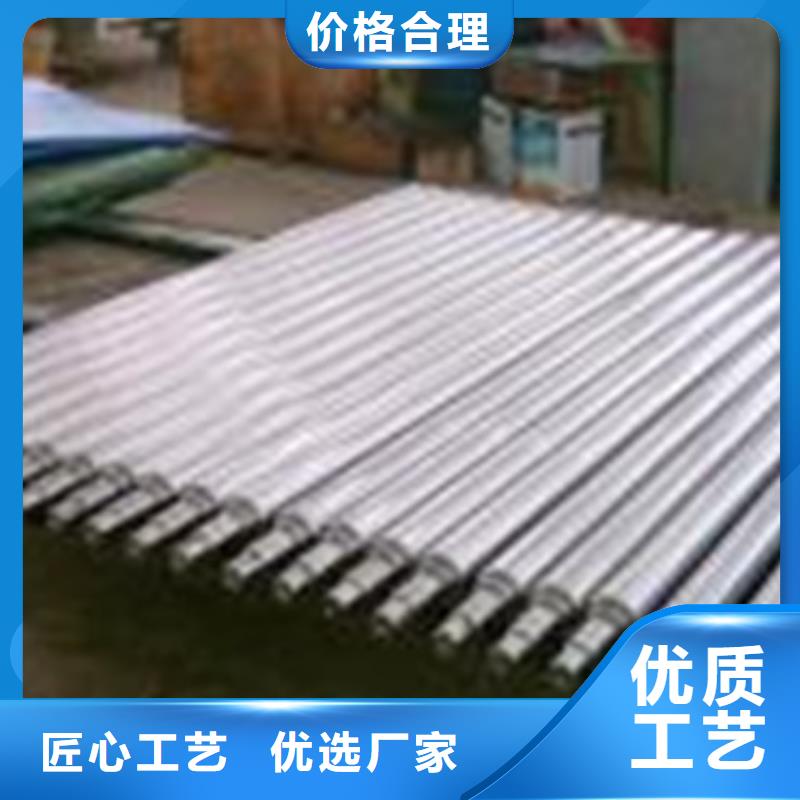
锻造轧辊按材质分类如下:
⑴锻造合金钢轧辊;
⑵锻造半钢轧辊;
⑶锻造半高速钢轧辊;
⑷锻造白口铸铁轧辊。
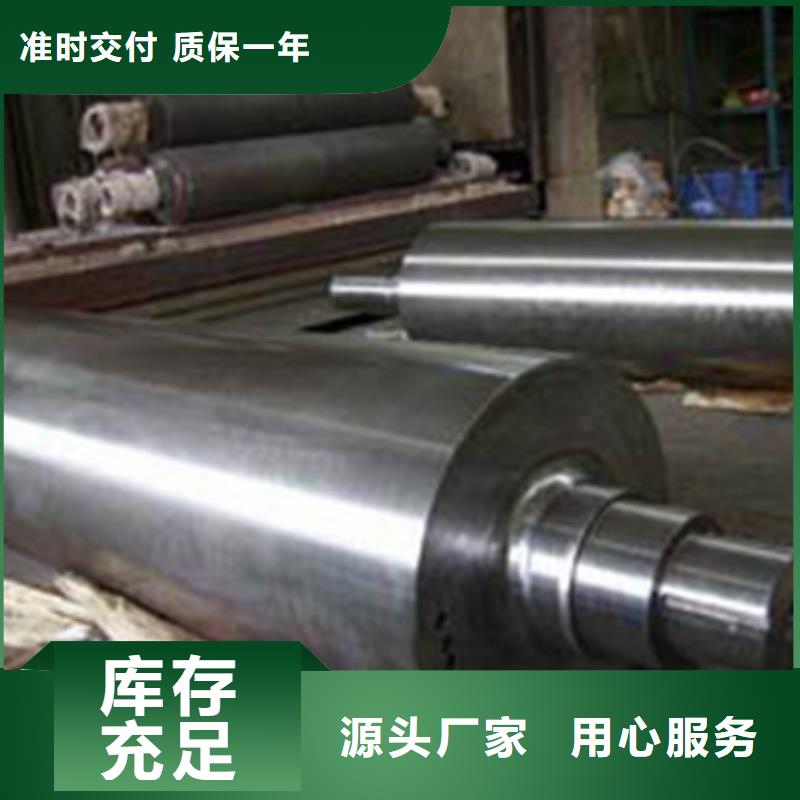
轧辊损坏原因轧机部件中轧辊的工作条件最为复杂。轧辊在制造和使用前的准备工序中会产生残余应力和热应力。使用时又进一步受到了各种周期应力的作用,包括有弯曲、扭转、剪力、接触应力和热应力等。这些应力沿辊身的分布是不均匀的、不断变化的,其原因不仅有设计因素,还有轧辊在使用中磨损、温度和辊形的不断变化。此外,轧制条件经常会出现异常情况。轧辊在使用后冷却不当,也会受到热应力的损害。