


联系我们

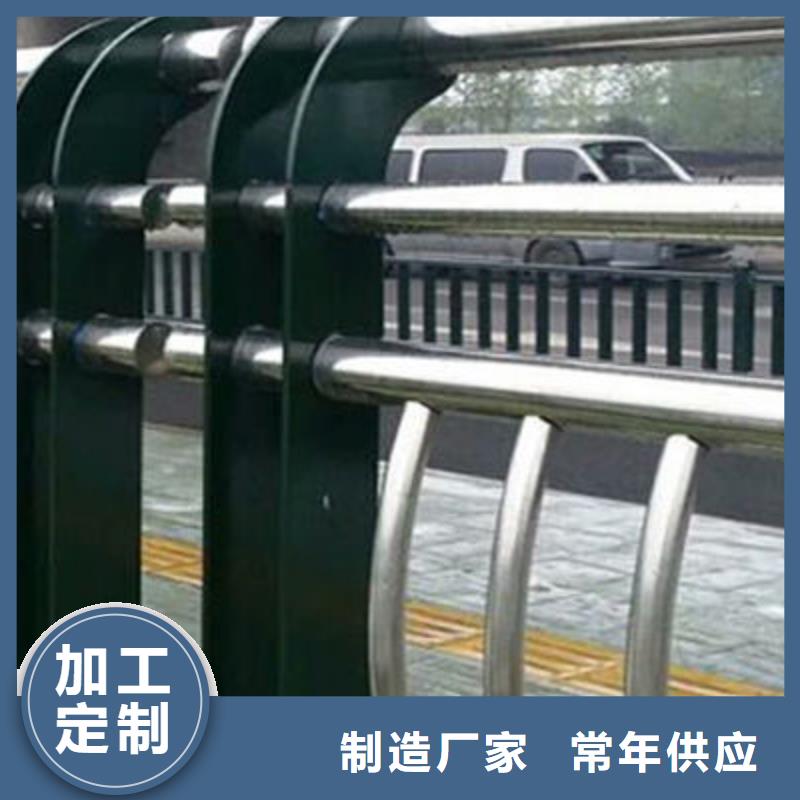
桥梁防撞护栏首选聚宜兴安全护栏
更新时间:2024-12-23 03:38:32 浏览次数:5 公司名称:聊城 聚宜兴金属制品 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 380 |
| 发货期限 | 电议 |
| 供货总量 | 999999 |
| 运费说明 | 5天 |
| 产地 | 山东 |
| 材质 | 201、304、316、235、345 |
| 品牌 | 聚宜兴 |





在过去的几年合作中,聚宜兴金属制品
有限公司由于 湖北黄石木纹景观护栏供货及时,质量可靠,受到了各用户单位的一致好评。
未来我公司宗旨:以质量求生存,靠信誉求发展,诚信为本,创新为先,以质取胜。


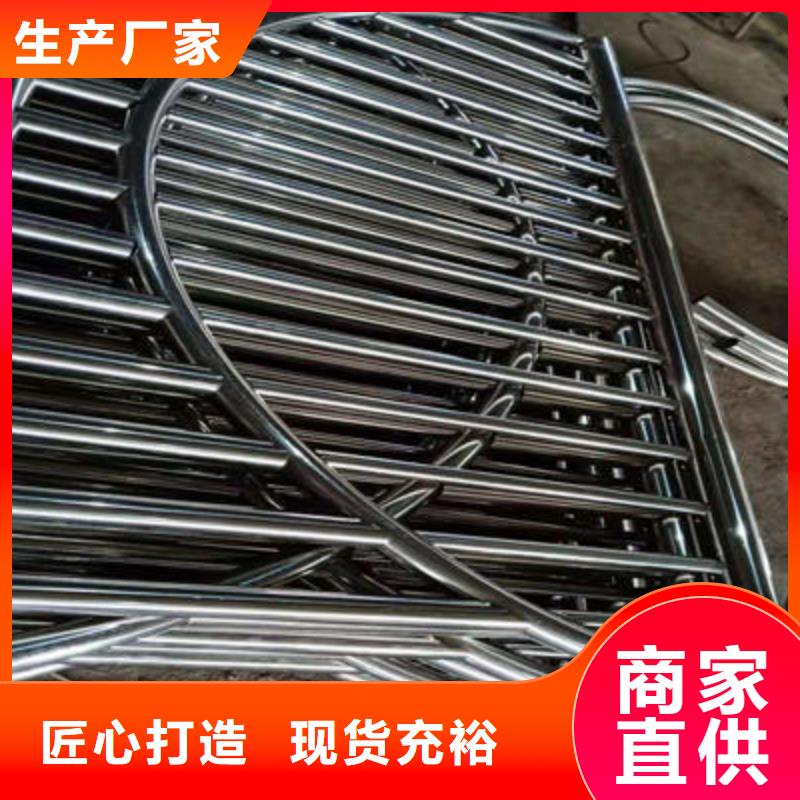
不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
不锈钢复合管复层的焊接
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。




?
首要用砂纸把锈处打磨平坦,锈迹磨掉,显露光亮的防撞护栏外表, 次粉刷要粉刷防锈漆均匀粉刷,粉刷结束后待油漆干枯后再粉刷第2次,第2次选用聚酯型面漆相同均匀粉刷,要留意外表润滑,待油漆干枯后功德圆满。假如聚宜兴 防撞护栏老化严峻的话就要考虑替换新式的了。
其次定时的保养保护是不行短少的环节之一,选用定段定时保护,将间隔持久的防撞护栏产品,进行专业的别离,路途保护施工人员,在定时的检测高速公路的过 程中更应留意两边的护栏是否有破损、开焊或是严峻腐蚀现象,呈现这种问题,应该及时奉告高速路途管理中心。让其派转专业保护人员进行现场整理、替换或是其 他方面的保养作业。
终将生锈的告高速公路护栏详细尺度记录下来,并使用击打锤在围栏上测验详细的耐性,若发作 大面积的掉漆、或是腐蚀现象,那么证明此处的防撞护栏现已被严峻的腐蚀,内部金属元素的软弱程度可想而知。 的办法是及时替换废旧围栏护栏产品。依据详 细公路施工面积,选用新的护栏进行实践装置。
一般生锈的护栏应及时整理洁净,并分类收回。因为归于常见的高速围 挡施工资料,通过专业的收回降解处理后,仍具有更大的适用范围。其间防撞护栏外表的镀锌、电镀喷塑防腐层,首要原料是氧化层漆料。在出产防撞护栏的过程 中,就会在上面均匀的涂改一层防腐设备,愈加有利于提高护栏的防腐作用。以上,就是全体的公路聊城聚宜兴防撞护栏保护保养关键。
聚宜兴防撞护栏的使用优势


