更新时间:2024-12-22 19:36:53 浏览次数:3 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |


| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |
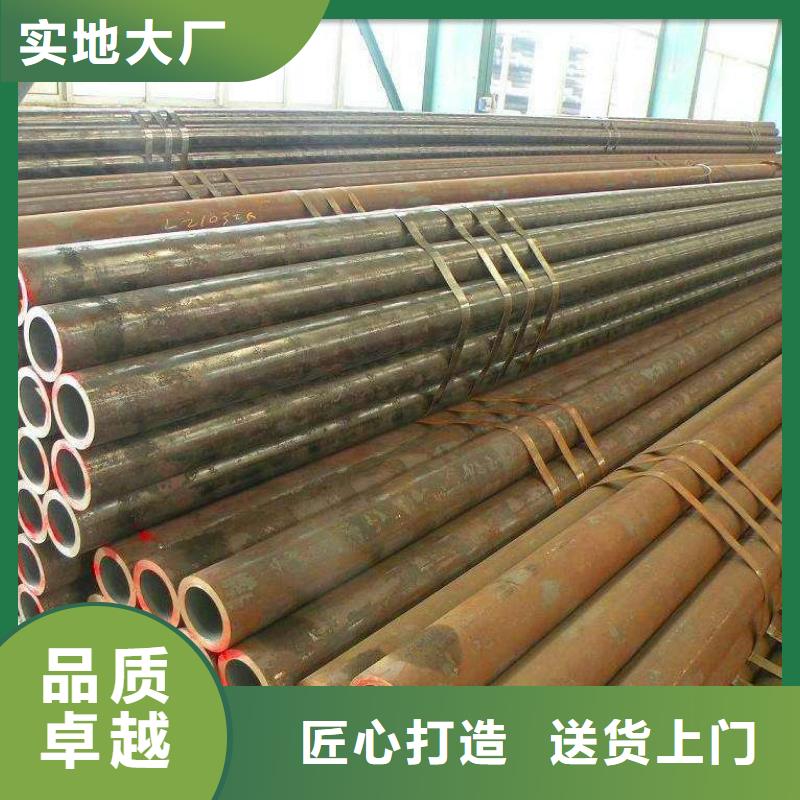
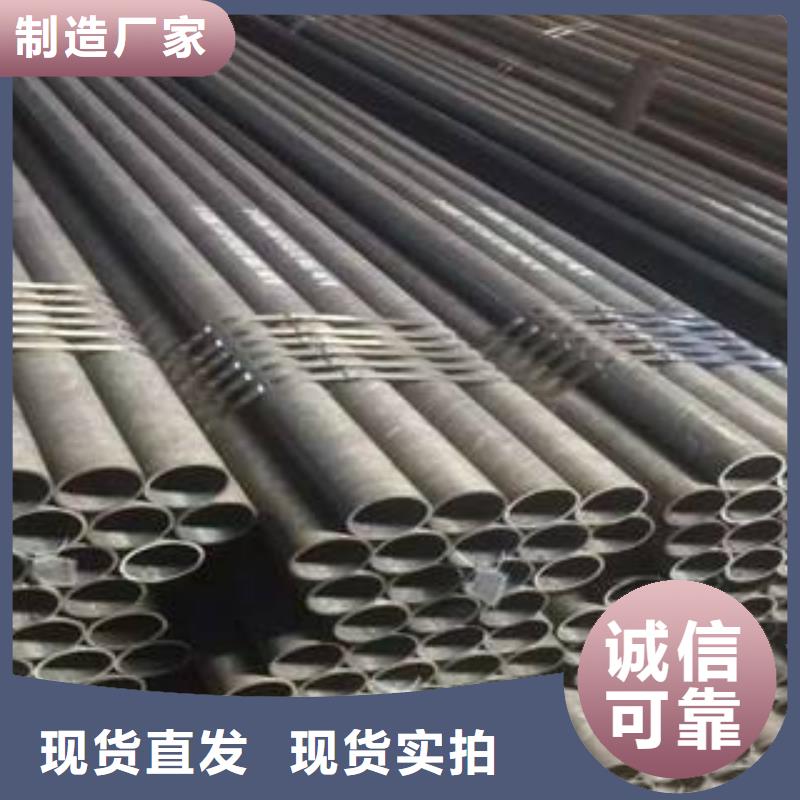
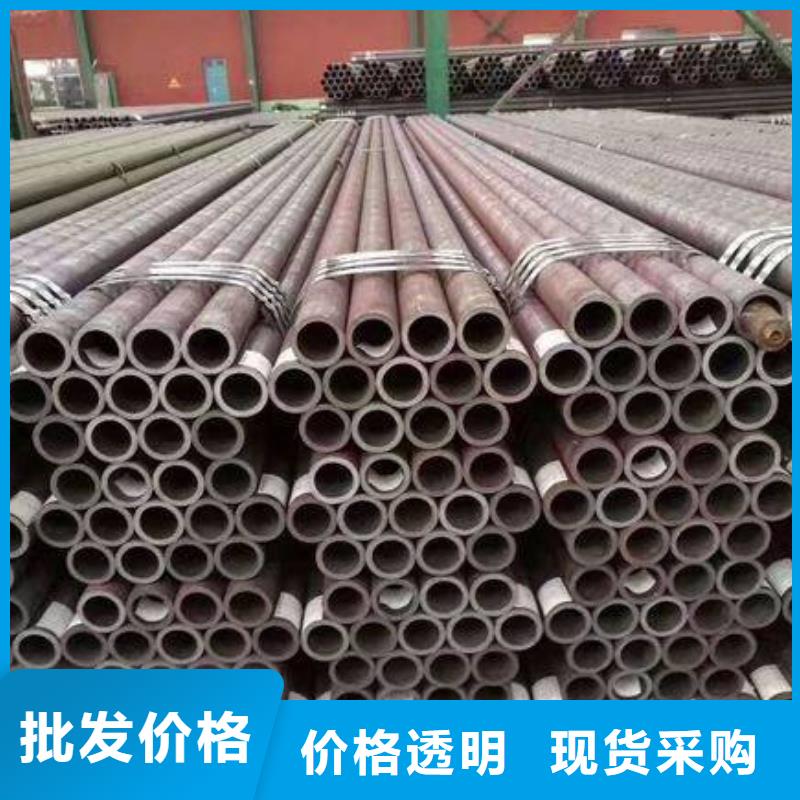
金海金属材料有限公司是一家销售 四川广安精密管的厂家。主要产品有: 四川广安精密管。公司一贯坚持“用户至上,信守合同”的宗旨,凭借着高质量的产品,良好的信誉。竭诚与国内外商家双赢合作,共同发展,共创辉煌!我公司组织人才、引入先进设备开发研制 四川广安精密管。本公司依靠雄厚的实力及的队伍,一直致力做优良的 四川广安精密管:1.贴心的服务,解决客户难题,实现一站式采购。2.销售,提供性价比教高的产品。3.良好的原产地优势,以及便利的交通,让我们能够快捷的满足客户要求。在竞争日趋激烈的,公司在各地同仁的大力支持下,立信于心的经营理念,本着做商先做人的态度,全心全意为客户服务,努力做到质量好,效率高,价格优,服务棒。

无锡地区:周内无锡地区无缝管小幅上涨,据本地贸易商反映,本周无锡地区出货量仍小幅缩减,前期山东管厂的上调并未带动市场下游终端的购买兴趣,而无锡地区又是多以冷拔管为主,虽然周内华凌管厂对无缝管出厂价格上调50元,但是市场商家却并未买账,贸易商们的实际出货价格多是维持上周价格,而上涨的部分也只是针对山东资源跟随管厂价格走高,但幅度仅为管厂上调报价的三分之一,现山东资源在无锡的市场份额大不如从前。预计短期内本地无缝管市场价格盘整震荡的可能性较大。
山东无缝钢管厂,截至1月8日,山东产57*3.5mm市场价格2630元,与上周五价格相比涨30,山东产108*4.5mm市场价格2330元,与上周五价格相比涨30元,无锡产219*6mm市场价格2630元, 与上周五价格相比持平。

无缝钢管在经过一轮吨价跌幅在200元以上的探底过程后,国内聊城钢管市场逐渐有了回暖之意。据 市场报告显示,虽然钢市总体不旺,但毕竟一年中“相对的需求旺季”正在到来,市场供需出现了一些积极的迹象。钢厂和矿商有点耐不住性子,又在急着提价了。
据监测,沪上聊城钢管市场基本处于筑底修复阶段。目前,沪上优质品二级螺纹钢代表规格的吨价在4000元左右,一周上涨20元;沪上优质品三级螺纹钢的报价在每吨4170元左右,一周也上涨了20元。相关分析师说,近的这一轮探底,华东地区的建筑钢价累计每吨的跌幅达到200元,贸易商的亏损面较大。不过,探底过程同时就是挤泡沫的过程,这对市场会提供一定的支撑。
随着市场钢价的回升,钢厂的提价欲望如影随形,“马上就到”。在近一周内,国内建筑钢厂家的 出厂报价上调。其中,华东地区的主导钢厂沙钢对3月上旬线材、螺纹钢、盘螺的出厂价格,每吨均上调了50元。据一直跟踪钢厂调价信息的机构人士说,“这距离上一次的出厂价上调,已有半年之久”。可见近半年来国内聊城钢管市场的走势整体相当惨淡。不过,可以注意到,钢厂虽急着上调价格,但幅度并不大,对后市的判断依然谨慎,以确保合同的正常组织为主要的考虑。
目前,国内粗钢的产能利用率尚处相对低位。但市场内有人担心,一旦钢价继续上涨,粗钢产能的释放就会明显加快,反过来又将抑制国内钢价的上涨空间。这里面如何把控,可以反映出国内钢铁业的成熟度“是否有所长进”。
钢价一涨,矿价也“急吼吼”跟涨。国内矿的价格虽然还基本平稳,但一些矿山的看涨心理已在增强,有的甚至在控制发货量。不过,大部分钢厂依然采取暂时停止采购的方针,对外暂不报价。外矿的价格也有小幅上涨,63.5%品位的印度粉矿目前报价在每吨147美元左右,一周上涨2美元。
相关机构分析师认为,已有相当长一段时间被视作“一潭死水”的钢市中间需求,目前有了活跃之相,说明钢市的信心和人气有了一定的恢复,贸易商补库需求开始回升。短期内决定价格走势的需求、资金、心态等因素,都或多或少出现了一些积极的变化,这有望推动钢市行情稳中走高。但相当多的商家对中长期的钢市如何走法,尚心中没底。


无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。