


联系我们

当前位置:
莱芜 兴泰工程材料有限公司 >
玉林本地行业News
止水铜片加工定制
更新时间:2024-11-08 23:54:52 浏览次数:5 公司名称:莱芜 兴泰工程材料有限公司
以下是:止水铜片加工定制的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 批发/个 |
| 发货期限 | 1 |
| 供货总量 | 666 |
| 运费说明 | 面议 |
以下是:止水铜片加工定制的图文视频

止水铜片加工定制,兴泰工程材料有限公司专业从事止水铜片加工定制,联系人:张经理,电话:15318168555、15318168555,QQ:2028098034,发货地:莱芜高新区发货到广西省 玉林市 玉州区、容县、陆川县、博白县、兴业县、北流市,以下是止水铜片加工定制的详细页面。 广西壮族自治区,玉林市 2022年,玉林市生产总值(初步核算数)2167.46亿元,按可比价计算,比上年增长2.5%。
想了解止水铜片加工定制产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:止水铜片加工定制的图文介绍

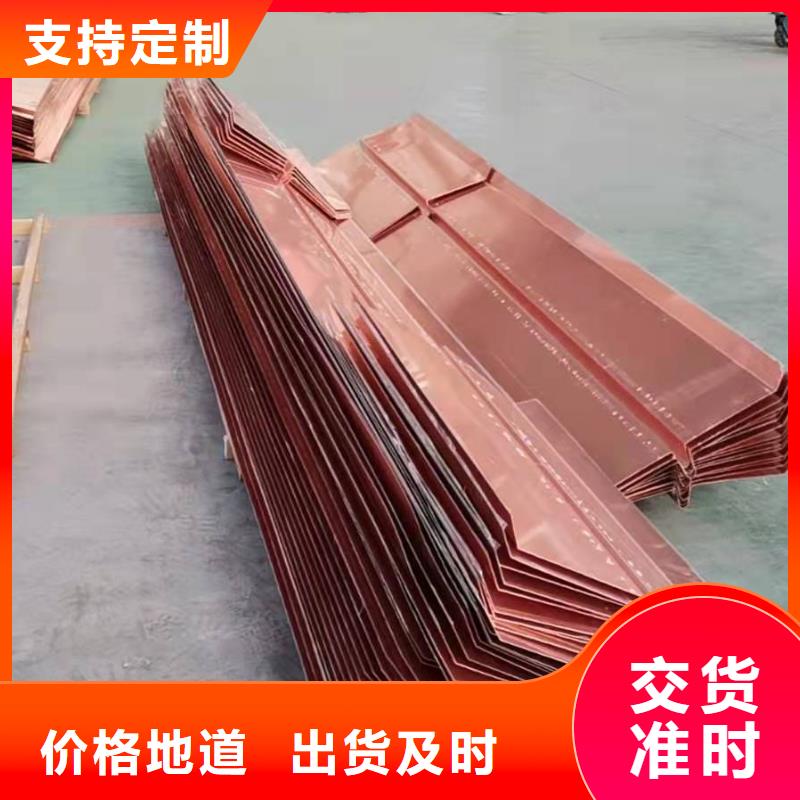
防渗止水体系是水工土建筑物的里安装重要组成部分。广西玉林铜止水水工建筑物由于其结构尺寸、型式.荷载及基础处理不一等原因,常常要设置--定数量的伸缩缝、沉降缝,伸缩缝、沉降缝之间必须安装止水构件,以确保防渗效果。紫铜片止水是常用的一种,它具有防渗性能好,适应变形能力强不易锈蚀断裂的优点。 水工建筑物常建在软弱地基上,要采取必要的地基处理措施,各个部位基础处理措施不可能完全一样,必然会产生不均匀沉降,紫铜片材料本身虽然具有较好的柔韧性,但其变形能力已远远不能满足水工建筑物结构不均匀沉降和水平位移的要求。如果不在结构型式上做一定的设计处理当所受拉力过大时,紫铜片也会出现断裂(特别是焊接处),止水结构就此破坏,将会给水工建筑物的运行带来危险。 防渗止水是水工建筑物的关键一环,紫铜片是水工建筑物沉降缝伸缩缝之间常用的止水材料,其结构设计是否科学关系到水I建筑物的、可靠运行。 紫铜片止水的加工与连接 紫铜片止水按设计形状、尺寸,采用专门成型机根据需要长度加工挤压整体成型,确保成型质量。加工时,尽量减少接头数目。挤压加工成型的紫铜止水片长度大,搬运过程中容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成品出口处设置托架。对于异型接头,计划在现场根据实际需要进行加工和连接。详见“紫铜止水片异形头制作与搭接”


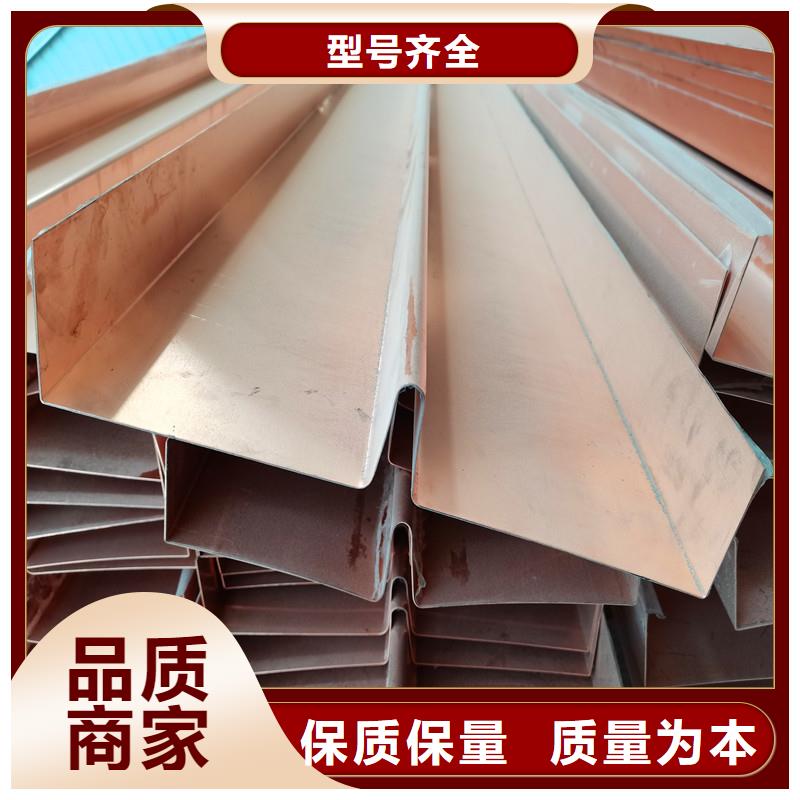
隧道止水,采用铜止水和橡胶止水相结合的方法,广西玉林铜止水在增加止水性能的同时,还能降低施工成本。隧道中的防渗系统一直是隧道施工中的薄弱环节,经过对施工现场的不断摸索,我们对其进行了一些改进,使改进后的施工方法变得简单且。 隧道铜止水带拼焊施工要点如下: 1、在洞外据拟铺挂面积的大小将2~3幅幅面较窄的成卷防水板下料; 2、然后将其平铺在地面上拼焊成便于运输、铺挂的大幅面防水板,减少洞内作业的焊缝数量,以提高焊接质量; 3、选择合格的一次性成型的止水铜带; 4、 止水铜带的拼接采用热合机双焊缝焊接,要求搭接宽度不小于100mm,保证焊缝质量; 5、焊缝应严密,单条焊缝的有效焊接宽度不应小于12.5mm。 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。  铜止水规格 1.执行标准GB2059-2008; 2.厚度:0.5-14mm; 3.宽度:200-1000; 4.长度:1000-3000; 5.抗拉强度不小于205Mpa; 6.伸长率不小于20%; 7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定; 8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。



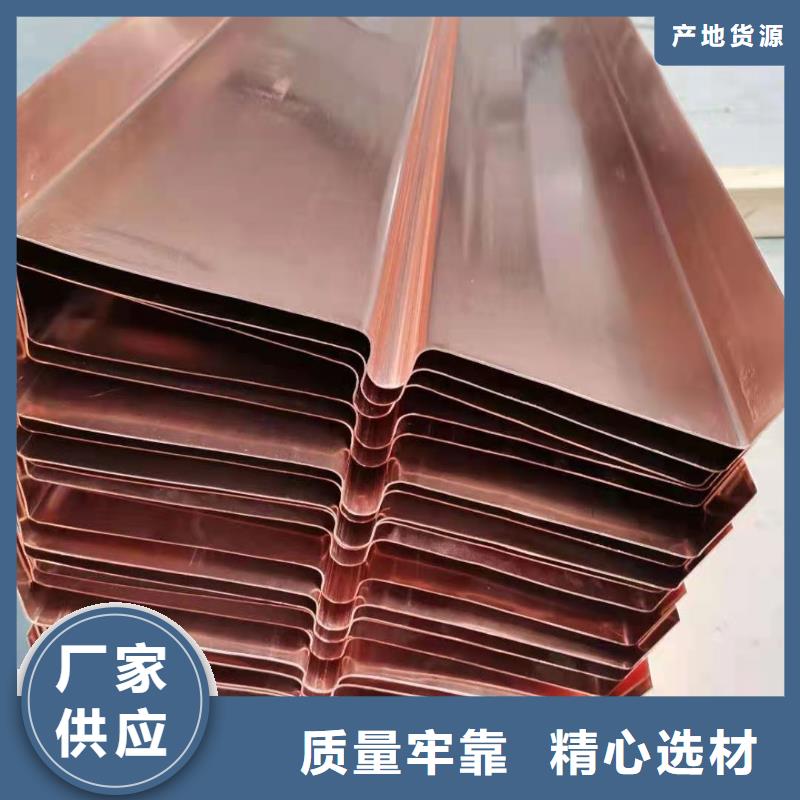
止水铜板各类特性 2021-10-19 ? 镀锡防水紫铜板-导电性t2紫铜板特性 V型紫铜止水板遍布运用于各种水利建造中,为所有项目的防水层水.渗水层面发挥了非常大的功效。广西玉林铜止水而铜片止水原料以红铜生产加工而成,具有精致的拓宽.导电性.传热.耐腐蚀等功能和加工工艺功能.物理学功能.有机化学功能.机械设备功能.工业生产功能等,可随纯净度.溫度.生产方式 .金属材料结构.塑性形变水准等矛盾而更改。因此铜片止水可令人满意水利建筑的矛盾要求而获得遍布运用。 V型紫铜止水板详尽施工步骤: 1.先将二根12#建筑钢筋垂直平分底版固定不动,将止水铜板放置二根建筑钢筋正中间,根据一根水准建筑钢筋透过止水铜板,并在程度建筑钢筋上边电焊焊接止水环,将止水环和止水铜板中间焊透对接。止水铜板总宽不小于400mm,分离埋进底版砼中200mm,该先浇砼应高过底版上表层200mm之上,铜钱薄厚不小于3mm,为铜钱工程施工时具备一定的弯曲刚度,好铜钱长方位两边50mm压边,约折30度边; 2.待止水铜板基本上到位,铜钱中间应尽量避免托词,铜钱中间的接头可选用钢筋搭接电焊焊接,钢筋搭接长短宜超过400mm,焊接须焊透。铜钱橡胶止水带和止水带较为,优势比不上止水带,一个明显的问题就是锈蚀,后期制作不便,因此尽量选用止水带工程施工; 3.设备方位难题,不论是水准铜钱橡胶止水带仍是纵向铜钱橡胶止水带,一定要使两翘斜面设备方位朝迎河面; 4.止水铜板一般全是设备在圈梁部位.有防潮需要的地下侧板墙分隔缝或沉降缝处,外露在外面时间长,要搞好防范解决,例如刷涂防腐漆等对策。


铜止水片(是由紫铜或纯铜生产加工而成),广西玉林铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。


兴泰工程材料有限公司一直追求专业化发展道路,始终秉持“质量保证,客户至上,开拓 创新求发展”的运营方针,通过持续不断改进,用我们的专业化服务帮助 广西玉林沥青麻筋客户创造更高的价值。


止水铜片加工定制,兴泰工程材料有限公司为您提供止水铜片加工定制产品案例,联系人:张经理,电话:15318168555、15318168555,QQ:2028098034,发货地:高新区。