


联系我们

40cr钢板天津立兴进口耐磨板
更新时间:2024-11-03 03:37:33 浏览次数:3 公司名称:天津 立兴金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4240元/吨 |
| 发货期限 | 卖家支付 |
| 供货总量 | 116吨 |
| 运费说明 | 3天 |
| 厚度 | 6mm-200mm |
| 宽度 | 2200或2500 |
| 产地 | 舞钢、鞍钢、安钢、包钢、宝钢 |
| 包装 | 原装 |
| 期货或现货 | 现货 |
| 库存 | 各种规格50吨 |



立兴金属制品有限公司位于北辰区青光镇韩家墅钢材院内,公司主营 (云南昭通) 本地 云南昭通42crmo钢板等等.在公司发展壮大的几年里,我们始终为客户提高好的产品和技术支持、健全的售后服务, 、质量可靠,性能优良,符合标准,并通过IS09001:2000国际质量体系认证。
我司坚持以“战略”为经营原则,继续秉承“质量为先,诚信为本”的经营宗旨为国内外客户提供优良的产品和服务,未来继续坚持以质量为先、诚信为本、以进取的精神、诚挚的态度、热忱的服务与各位朋友携手合作,共创一个美好的明天!


| 56#c | 560 | 170 | 16.5 | 123.9 |
| 63#a | 630 | 176 | 13 | 121.407 |
| 63#b | 630 | 178 | 15 | 131.298 |
| 63#c | 630 | 180 | 17 | 141.189 |
收起
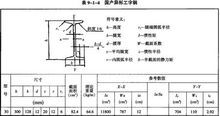
30特工字钢 又称30异工字钢 或30t
工字钢30特是专为葫芦式起重机设计的工字钢,下翼缘加厚,便于葫芦跑车在上运行,其具体尺寸见图:
| 规格 | 高度 | 腿宽 | 腰厚 | 理重 |
| 30t | 300 | 128 | 12 | 64.6 |
弹簧钢板常用牌号有65mn钢板,50crva钢板60si2mn钢板,一般规格在1~30毫米之间。国内产地有鞍钢、宝钢等。有退火与不退火状态。弹簧钢板力学性能
{kind=link}
| 序号 | 牌号 | 力学性能 | |
| 抗拉强度 ≤ | 伸长率 δ10(%)≥ | ||
| 1 | 85 | 800 | 10 |
| 2 | 65Mn | 850 | 12 |
| 3 | 55Si2Mn | 950 | 12 |
| 4 | 60Si2Mn | 950 | 12 |






钢材级别 屈服
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
不小于 抗拉强度
伸长率σ%
不小于 碳
C 锰
硅
Si 硫
S 磷
P
A32 315 440-570 22 ≤0.18 ≥0.9-1.60 ≤0.50 ≤0.035 ≤0.035
D32
E32
F32 ≤0.16 ≤0.025 ≤0.025
A36 355 490-630 21 ≤0.18 ≤0.035 ≤0.035
D36
E36
F36 ≤0.16 ≤0.025 ≤0.025
A40 390 510-660 20 ≤0.18 ≤0.035 ≤0.035
D40
E40
F40 ≤0.16 ≤0.025 ≤0.025
三、船用钢材交货验收注意事项:
1、质量证明的审查:
钢厂交货一定会根据用户的要求按合同约定的规范交货并提供原始质量证明书。证明书中,必须具备以下内容:
(1)规范要求;
(2)编号及证明证号;
(3)炉批号,技术等级;
(4)化学成分和力学性能;
(5)船级社认可证明及验船师签字。
2、实物审查:
船用钢材的交货,实物物体上应有生产厂标志等。具体有:
(1)认可标志;
(2)采用油漆框出或粘贴标记,包括技术参数如:炉批号、规范标准等级、长宽尺寸等;
(3)外观光洁平顺,无缺
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
冷弯工艺
(1)由于高强板所形成的高刚性型钢具有很大的惯性矩和抗弯模量,特别是由于应用上的要求需要预后进行冷弯加工生产,会形成材料表面平整度和材料边缘尺寸上的差异,因此要求对该类高强度的冷弯孔型的设计中需要多加侧向定位装置,合理设计孔型,合理布置轧辊间隙等,确保进入每道孔型的材料不跑偏并尽可能地材料表面平整度和材料边缘尺寸上的差异对后续冷弯成型形状的影响;另一个突出的特点为:高强度结构钢板的成型回弹现象较严重,回弹会导致出现弧边,必须依靠过弯来修正,且过弯角比较难掌握,需要在生产调试过程中进行调整修正。
(2)需要较多的成型道次。在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻减薄外,变形材料的厚度在成型过程中假定保持不变;在孔型设计时,要注意合理分配变形量,尤其是在 道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对进行预弯,且使型材的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。
其它如使用矫直机进行矫直,变更机架间距,采用托辊,调整各架次的轧辊间隙等措施均可减小或纵向弯曲。需要注意的是,通过调整各架次的轧辊间隙来减轻纵向弯曲需要有熟练的技术才行。
(3)辊式冷弯速度的控制,成型辊压力的调整要合适,尽量减少反复冷弯弯曲疲劳裂纹,并适当进行润滑和冷却,进一步减少热应力