


发布时间:2024-06-21 04:21:04 浏览次数:1 公司名称:[拉萨]航创钢铁有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
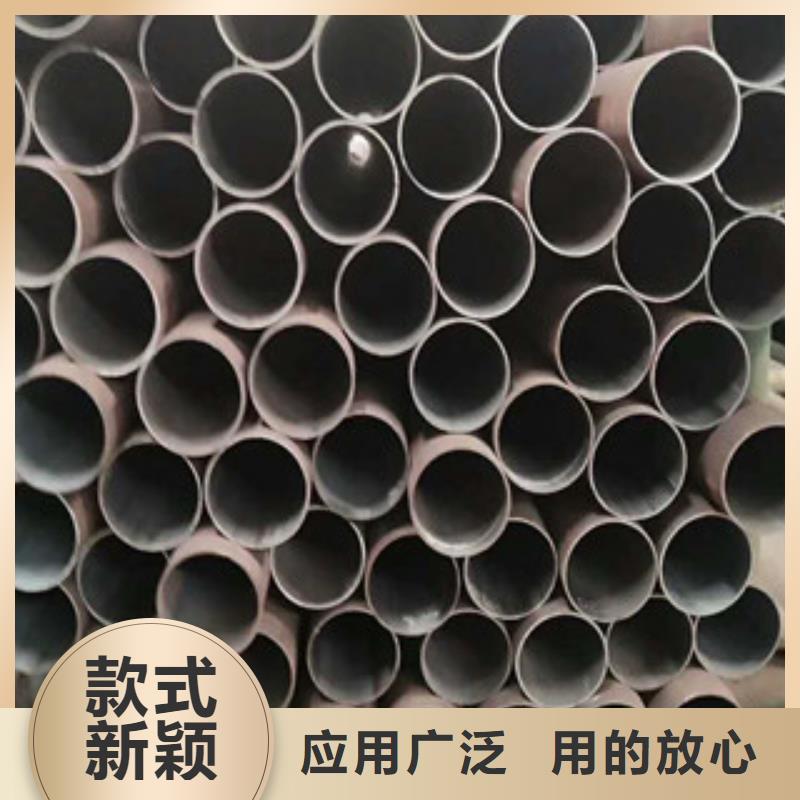
| 材质 | 12cr1movg |
| 规格 | 89*10 |
| 类型 | 合金钢管 |




拉萨航创钢铁有限公司拥有 低中压锅炉管领域‘’十余年‘’服务经验的团体,公司致力打造研发,销售一体化服务体系。以技术开发,高效运行,全国网络为基础。实现双方利益化。在消费者当中享有较高的地位,公司与多家 低中压锅炉管原料制造商建立了长期稳定的合作关系。重信用、守合同、保证 低中压锅炉管产品质量,以提供综合型解决方案和多品种经营特色遵循薄利多销的原则,赢得了广大客户的信任。让我们携手与共,共创美好未来!



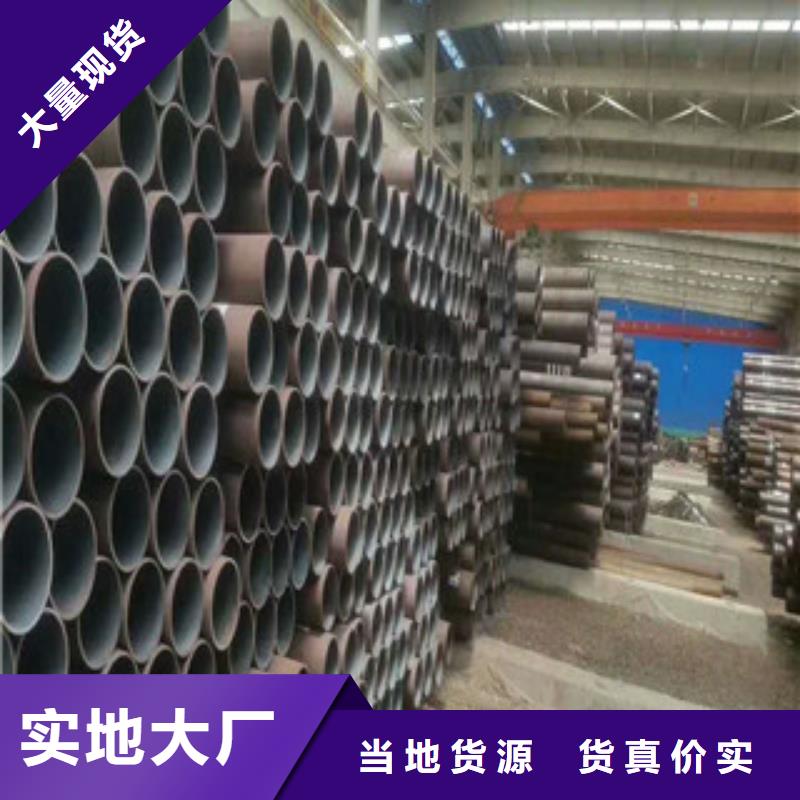
自有厂家多年拉萨低中压锅炉管经验质量值得信赖

拉萨低中压锅炉管品质优良贴心服务用质量打造市场口碑

规格种类多样拉萨低中压锅炉管可根据需求定制



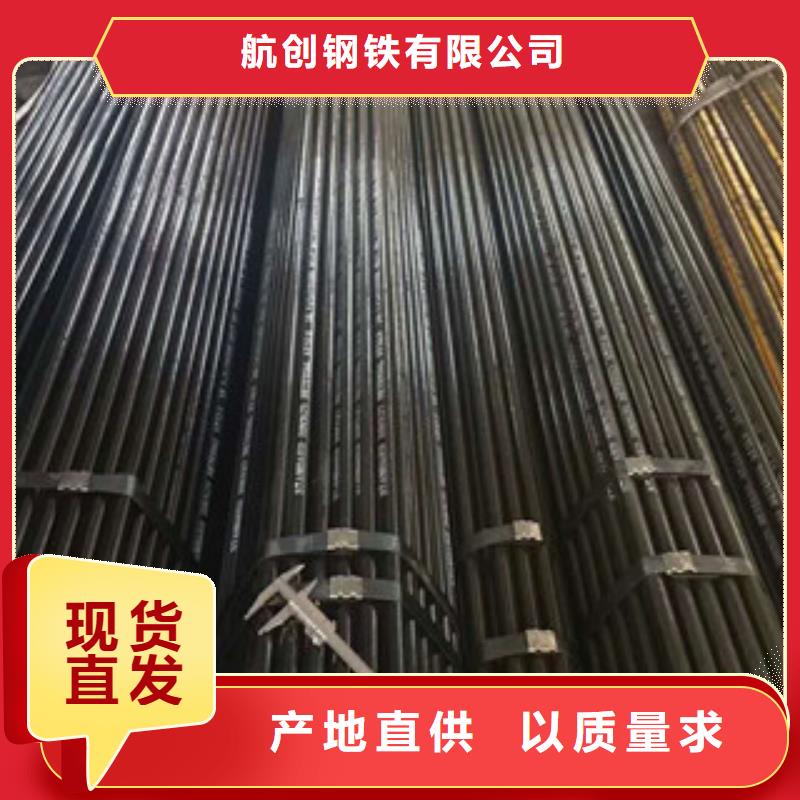
焊接钢管在内壁上具备着焊接肋,而15Crmog合金钢管并没有,无缝管具备相比较高的压力,焊接管大致约为10兆帕,当前焊接管道是无缝的,无缝钢管在轧制进程中一次成型,焊接钢管需要轧制和焊接。
焊接前应移除定位焊缝并重新定位,点焊的焊点长度为10~15mm,点数依据管道规格确定,尽量少,但不少于3个点,焊缝气体保护:15Crmog合金钢管必须在焊缝的下侧和反面实施稳当的气体保护,前部保护应采用适用作于铜合金焊接的焊炬实施焊接保护或附加尾部保护,依据焊件的形状和尺寸,背面保护可以通过在焊件内腔使用背面保护气体罩或充氩保护来实现,焊接参数,15Crmog合金钢管采用直流正接线方式,管件间的对焊应采用单面焊和双面成型工艺,以保护全熔透焊缝,在焊接进程中,应使用较小的焊接线能量来预防金属过热,焊接进程中不用要预热,禁止在并没有焊丝的情况下直接熔化母材,导致焊缝开裂,多层焊接时层间温度应控制在100℃如下。



