





无缝钢管接纳的荷载方法不一样,选择滚动轴承协作的紧松水平也应不一样,当接纳固定不动荷载时,协作应松些,使滚动轴承在机械设备上用拆比较便捷,但也不可以太松,要不然会造成在相协作零件上拖动而使协作面磨坏,因此,一般应取用衔接协作或具备非常少间隙的间隙协作。
当无缝钢管接纳转动荷载时,应选择过紧的协作,以防止该抛圈在协作零件上拖动,使协作面产生磨坏,但过盈量不可以很大,要不然会使滚动轴承內部的侧隙减少以至完全消退,产生过大的接触压力,造成 轴磨坏加快,影响其使用寿命。
当无缝钢管接纳摆动荷载时,选择协作的紧松水平,一般与无缝钢管接纳转动荷载时采用的协作同样,也许稍紧一些。
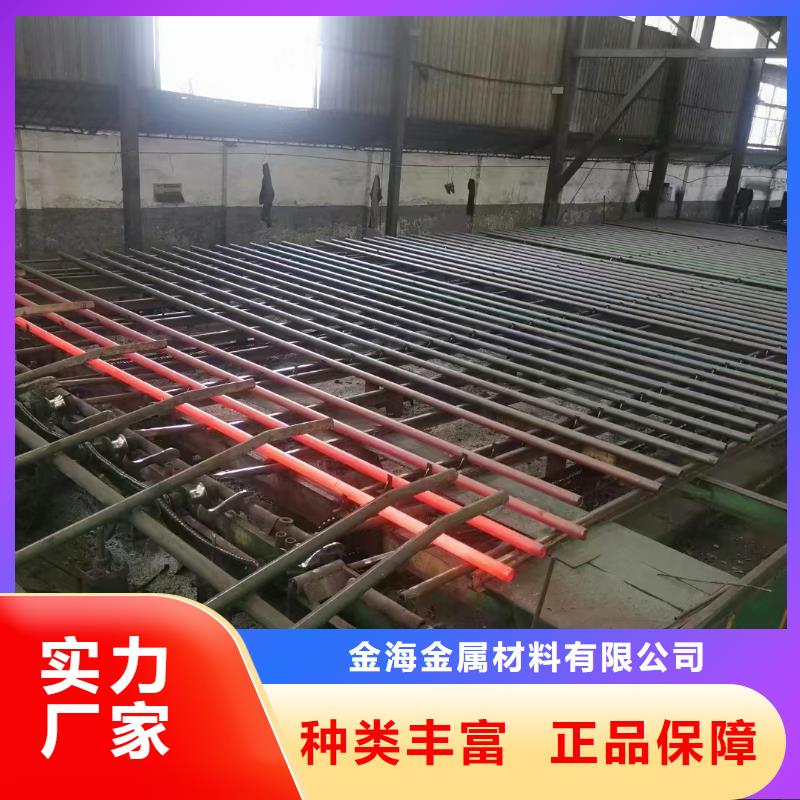
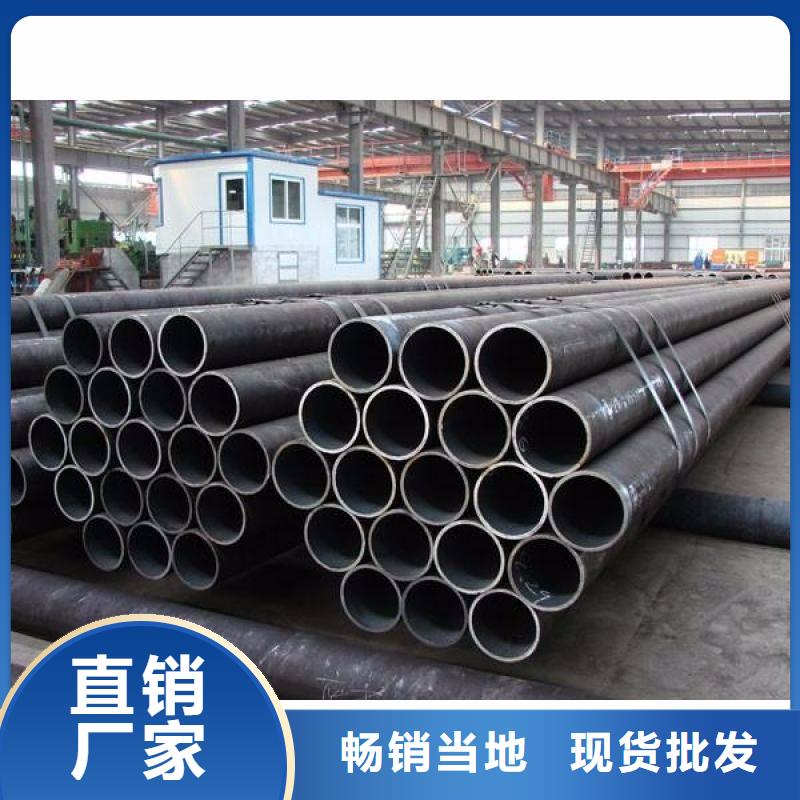
无缝钢管生产步骤:管料历经积极轧管机上不断冷轧******经均整个机械均整壁厚,经定径机定径,抵达规范规定,应用连续式轧管机组生产热扎无缝钢管是较的方法,一般 在二辊式挤压机上开展,无缝钢管在变横断面圆洞槽和没动的锥型顶边所构成的环状板孔中冷轧,冷拉一般 在多肽链式或双链条式冷拔机上开展捏揉法已然加温好的管料放到密闭式的捏揉圆桶内破孔棒与捏揉杆一同健身运动,使捏揉件从较小的模孔中挤压,此方法可生产直徑较小的无缝钢管。



多年来金海金属材料有限公司生产的 安徽阜阳精密管凭借优越的品质与周到的服务力拙群雄,赢得了来自全国各地无数的称赞,也赢得了无数忠实的客户。
品质铸就品牌,创新赢取未来”的经营理念表达了我们对品质与创新的不懈追求。 “以市场为导向,以人才为纽带,以资本为后盾,以品牌为目标”的发展战略预示着美好明天。
热诚欢迎广大客户与我们携手,共创辉煌!


聊城酸洗钝化无缝钢管厂家动态
酸洗钝化无缝钢管工艺流程
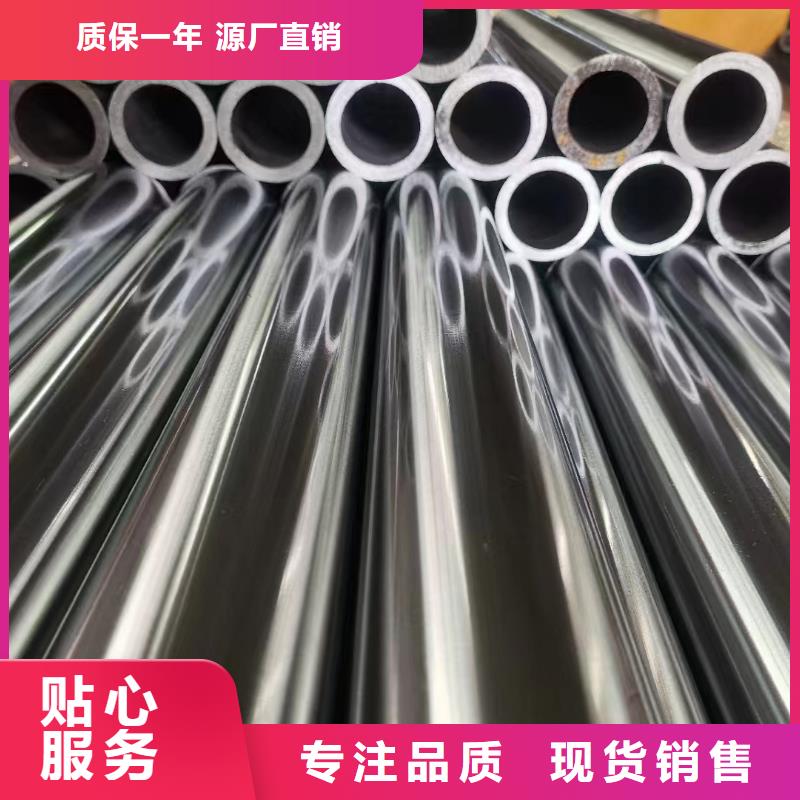
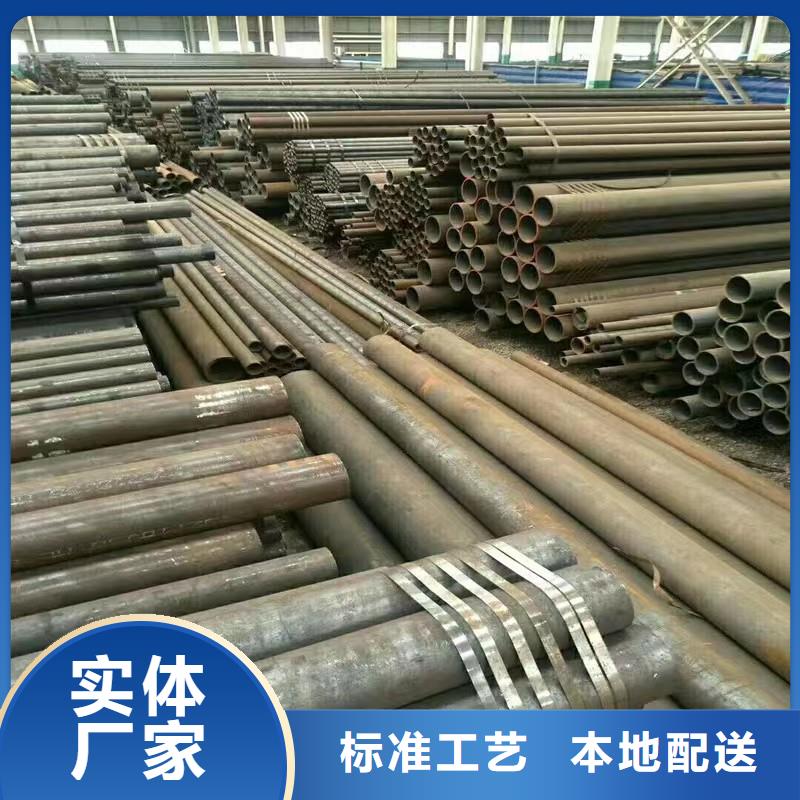
无缝钢管酸洗钝化无缝钢管 次冷拔就是原料(毛管或成品管)→打头→酸洗→磷皂化(即润滑)→冷拔,如还有第二次冷拔,需不需要退火就看是什么钢种了。
一般低碳钢是不需要退火的, 次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。******质量要求高的做酸洗钝化处理。
酸洗处理产品特点优势:
1:碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率
2: 酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作, 清水冲洗即可
3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。
钝化,有时也称“酸洗”。金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe++时标准电位为-0.44V,钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能,这层薄膜就叫钝化膜,金属的钝化也可能是自发过程(如在金属的表面生成一层难溶解的化合物,即氧化物膜)。在工业上是用钝化剂(主要是氧化剂)对金属进行钝化处理,形成一层保护膜。



