




主营产品 河北廊坊钢衬塑管道成熟工艺,品质可鉴,诚信、质量是我们的服务宗旨,真材实料制作而成。多年行业经验,产品细节让您选择纵横机械制造有限公司。
我司实力雄厚,重信用、守合同、保障产品质量,以多种经营特色和薄利多销的原则,获得了广大客户的信任。


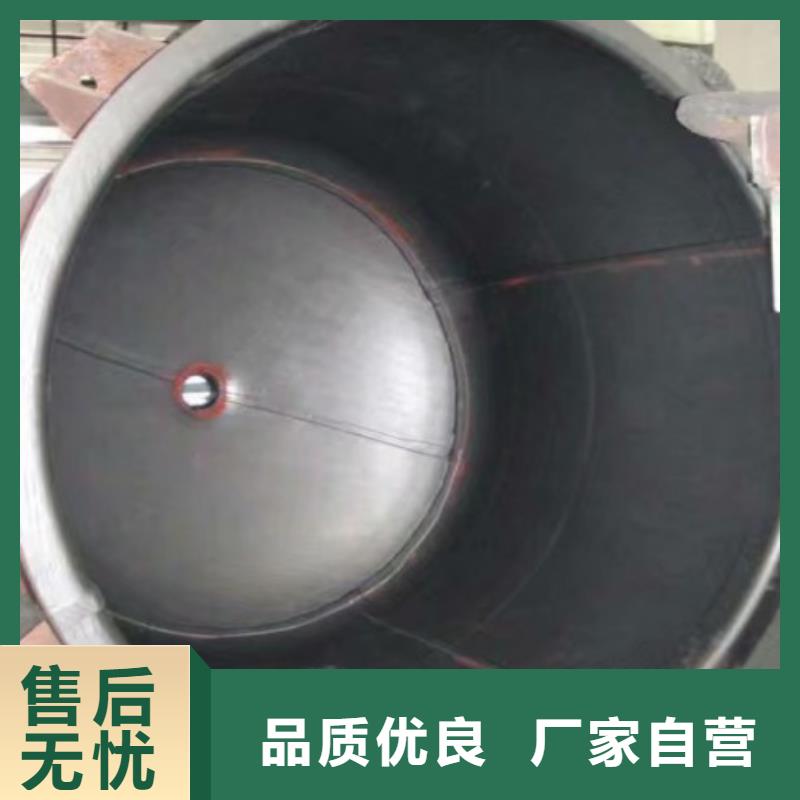
我公司与世界*橡胶生产商合作,引进其先进的管道冷粘工艺及橡胶板,将其冷粘技术及产品应用于橡胶与钢管之间的粘接,以普通钢管作为钢架材料,以耐磨、防腐、耐热等性能优异的橡胶作为衬里层,将金属特性和橡胶特性合二为一,形成了刚柔相济的管路设备,具有高强度、高耐磨、高防腐和耐高温等性能,因此可广泛用于冶金、矿山、电业、化工等工业排渣、排气等管道系统。
分类一:耐磨衬胶化工管道
我公司的耐磨衬胶钢管以进口弹性橡胶为衬里层,运用“橡胶弹性强、耐磨的特性”,减小输送介质对管壁的磨损,可以用于矿山的原矿、精矿、尾矿矿浆输送管路,燃煤电厂输灰管路,化工系统的带有固体颗粒的液体输送管路。我们在生产完毕的电厂衬胶管道*一步就是热硫化,这是必不可少的,主要有两种热硫化粘接方式和冷硫化粘接方式,热硫化粘接方式通过硫化储罐高温、高压、一定的稳定控制一方面通过外部条件使得橡胶达到硫化的目的另一方面通过热硫化粘接剂将橡胶与粘接面达到强度粘接目的;冷硫化粘接方式是通过特殊的硫化粘接剂与橡胶板直接粘接,即粘即用。电厂衬胶管道耐磨、耐腐蚀、耐酸碱、耐冲击、耐高温、性能极强!
分类二:防腐衬胶化工管道
橡胶是一种耐化学腐蚀的材料,广泛应用于酸、碱、盐输送系统,本公司可根据用户不同环境的需要,采用的橡胶如:丁苯橡胶、天然橡胶和氯丁橡胶等作为衬里,衬里胶可是硬胶、半硬胶或软胶,还可交替使用,也可是多层(如一层硬胶、一层软胶)。
分类三:耐高温衬胶化工管道
耐高温衬胶化工管道衬胶层采用耐温性能优异的丁基橡胶、三元乙丙胶、氯磺化聚乙烯氟橡胶等,管道可在140℃的腐蚀性介质及蒸汽环境下连续长期工作。
我公司可在施工现场或本公司的生产厂为客户的钢管、溜槽、风机壳体、罐体等粘贴内衬,也可为客户提供定制产品,包括:除尘机、减震接头和送料套管等。
衬胶种类:丁基橡胶、天然硬胶、天然软胶、天然橡胶。
丁基橡胶是合成橡胶的一种,由于异丁烯和少量异戊二烯合成。制成品不易漏气,一般用来制造汽车、飞机轮子的内胎。专业生产尾矿耐磨管道、脱硫衬胶管道、衬塑管道、衬胶防腐管道、叶轮衬胶、罐体衬胶、衬胶弯头、衬胶三通、衬胶异径管等产品
丁基橡胶是异丁烯和异戊二烯的共聚物,它在1943年投入工业生产。
丁基橡胶的*优点:
气密性好,它还能耐热、耐臭氧、耐老化、耐化学药品、并有吸震、电绝缘的性能。
缺点:
硫化慢、加工性能较差。
主要用途:
制造各种轮胎的内胎,无内胎的轮胎的气密层、各种密封垫圈,在化学工业中作盛防腐蚀性液体容重的衬里,管道和输送带,农业上用作防水材料。
全国范围内管路上运用*多的脱硫管主要为衬胶管道,其原理是根据橡胶本身的防腐、耐磨以及耐温性能,对管道起到保护作用;其他脱硫管道如不锈钢,高合金复合钢板以及玻璃鳞片、衬层涂料均在市场上运用,但是由于成本和技术的原因不能被广泛的运用,随着技术的不断,脱硫管使用类别也会逐步的扩大,对我们环保事业无疑是一个好的消息。想必您对脱硫衬胶管道了解了,可是您对它的衬胶技术及制造方法您清楚吗?现在我就给大家简单介绍一下!衬胶管道的制作工艺过程大致如下:1、设备检查—喷砂除锈—刷底漆料—刷胶浆2、橡胶检查—备料—裁剪—
刷胶3、胶料贴合— 检查硫化— 修整—成品
注:a、喷砂后要求表面锈粉95%除尽,氧化皮*除尽,表面凹凸不平,粗糙度好。b、在设备内衬胶操作,施工环境温度以20℃为宜。c、刷底漆后,不粘手开始贴胶,可以直接送入预制的胶料管贴合。d、检查。?包括电火花检查,检查有无漏点。?胶板检查(用测厚仪)?气泡检查。e、衬胶结束,入孔,接管口封一下。d、自然硫化。橡胶性能在硫化过程中:需要加压硫化,载体是蒸汽,硫化后检查。(制作工艺相同步骤同上,检验合格交工)。



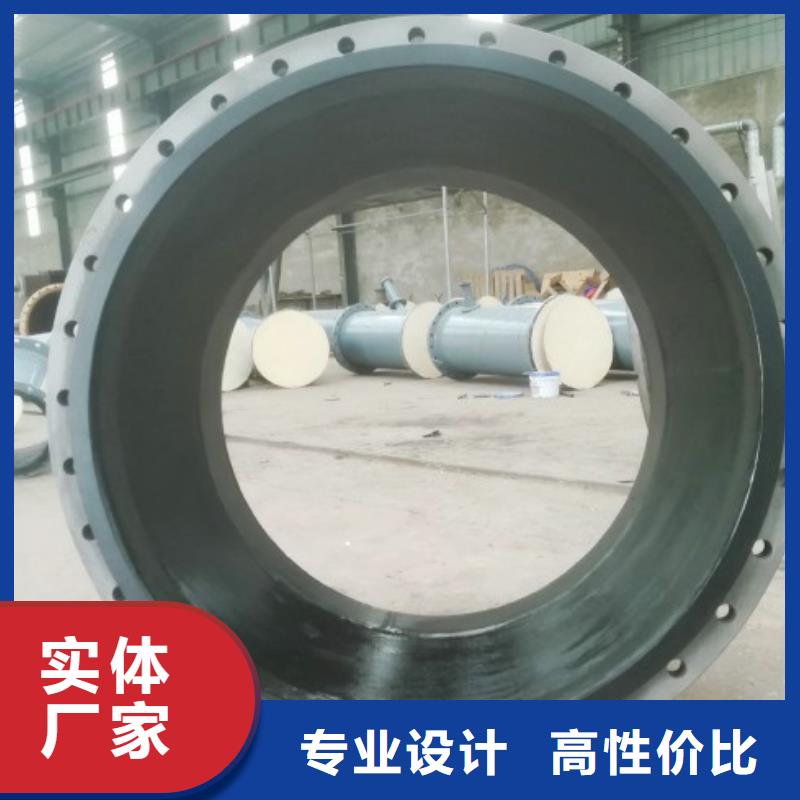
电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。

