



更新时间:2024-12-23 03:58:55 浏览次数:5 公司名称: 涌华金属科技有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 5000 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
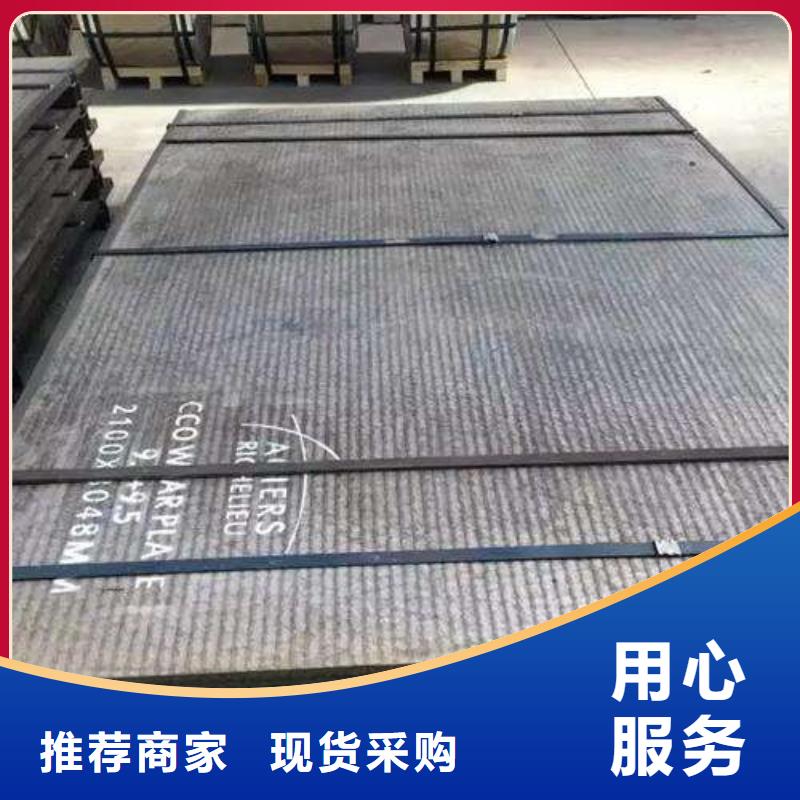
| 堆焊耐磨板 | q235 |
| 类型 | 堆焊耐磨板 耐磨板 进口板材 |
| 材质 | q235 q235d q345d q345c |
| 可定制 | 可 |
| 规格 | 1400*3400 |
| 可零切 | 可 |




金属表面的处理
1、打磨抛光:若有损害应打磨抛光,特别是在与碳素钢件触碰导致的刮伤和溅出、割渣导致的损害务必用心完全地打磨抛光整洁。
2、除油除灰:堆焊耐磨板在开展磷化处理前,务必按加工工艺油渍、空气氧化皮、尘土等脏物。
3、磷化处理:磷化处理务必严苛按加工工艺规定开展,钝化膏镀层应匀称,钝化处理時间应严格遵守加工工艺规定。
4、清理干躁:磷化处理后,应严苛按加工工艺开展擦洗、清洗、干躁,彻底酸洗钝化膏和酸液。
5、防止再生产加工:金属表面处理进行后,应防止对该零部件或商品的再生产加工。


1. 选择合适的堆焊材料:如优质的低氢堆焊材料和低氢的堆焊方法。对重要的堆焊结构,应采用超低氢、高韧性的堆焊材料,耐磨钢板、焊剂使用前应按规定烘干。
2. 焊前仔细堆焊耐磨板表面上的水、油、锈等污物,减少氢的来源,以降低焊缝中扩散氢的含量。
3. 采用低匹配的焊缝或“软层堆焊”的方法,对防止冷裂纹也是有效的。
4. 避免强力组装、防止错边、角变形等引起的附加应力,对称布置焊缝,避免焊缝密集,尽量采用对称的坡口形式并力求填充金属减少量,防止焊缝缺陷的产生



热成型间接成型工艺的优点
(1)可以形成具有复杂形状的车载部件,并且可以获得几乎所有的当前冲压载体。
(2)在预成型片材之后,随后的热成型过程不需要过多地考虑片材的高温成形性能,并且可以确保片材完全淬火以获得所需的马氏体结构。
(3)预成型片材后,可以通过修边,耐磨钢板一般是什么材质的,翻边,冲孔等加工,以避免片材淬火和硬化后加工困难的问题。
热成型直接成型工艺意味着将片材加热至奥氏体化温度一段时间,然后直接放入具有冷却系统的模具中进行成型和淬火。

涌华金属科技有限公司致力为客户提供更、更环保、规格更齐全、品类更、工艺更精湛的优质 广东惠州耐厚板。

