



想要更直观地了解大口径珩磨管产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
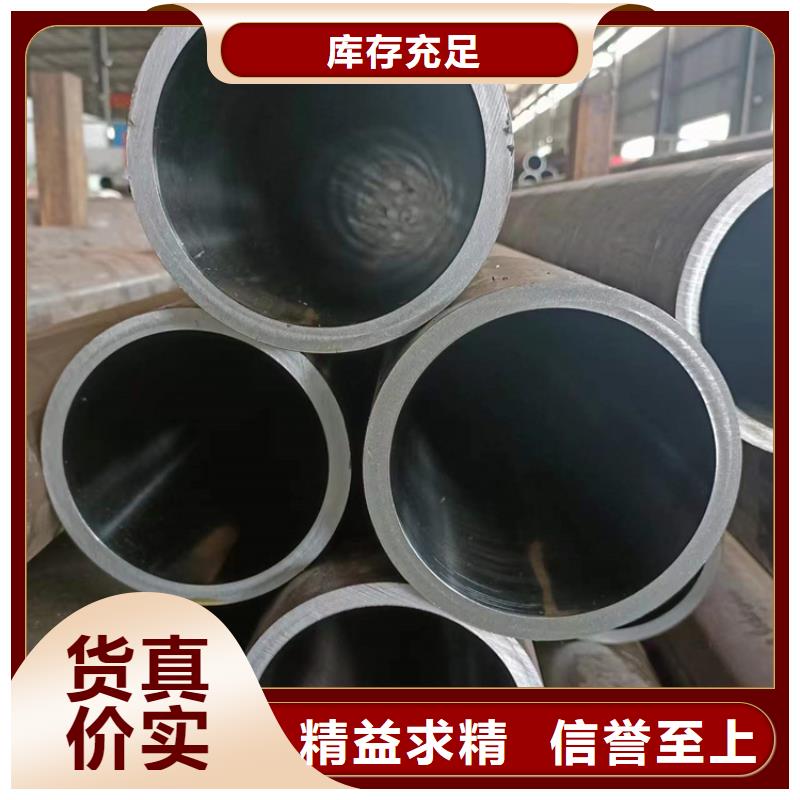
以下是:大口径珩磨管的图文介绍
福建莆田珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管



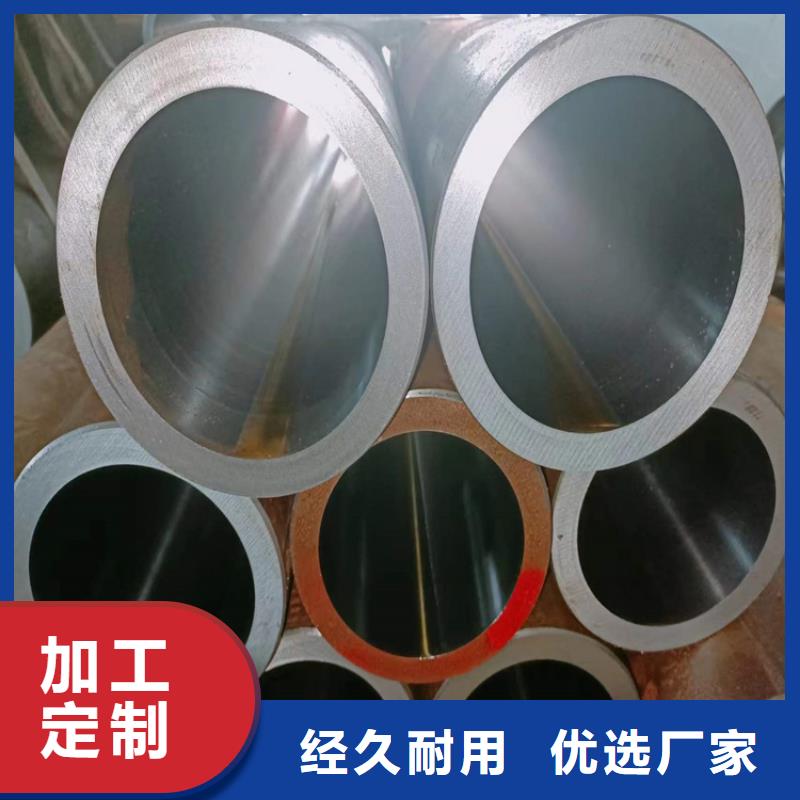
福建莆田珩磨管油缸管绗磨管怎么防止珩磨管淬火裂纹? 珩磨管淬火裂纹 珩磨管淬火工艺主要用于钢件,是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms(马氏体转变起始温度)以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。 珩磨管淬火裂纹是指在珩磨管淬火过程中或在珩磨管淬火后的室温放置过程中产生的裂纹,后者又叫时效裂纹。裂纹的分布没有一定的规律,但一般容易在工件的尖角、截面突变处形成。造成珩磨管淬火开裂的根本原因是拉应力超过材料的断裂强度,或者虽未超过材料的断裂强度,但材料由于存在内部缺陷也会发生开裂。造成珩磨管淬火开裂的具体原因很多,分析时应根据裂纹特征加以区分。滚压管



安达液压机械有限公司自成立以来始终坚持诚信经营,质量为先的经营理念,建立了完善的 福建莆田珩磨管加工厂市场销售渠道,齐全的售后服务体系。多年来,公司坚持 福建莆田珩磨管加工厂价格低、质量优的经营理念,周到的服务赢得了广大客户的高度认可,并建立了长期的合作关系。主营业务有: 福建莆田珩磨管加工厂。客户的满意是我们不懈的努力与追求!欢迎新老客户来电咨询!

