



以下是QT500-7球磨铸铁圆棒多少钱的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:QT500-7球磨铸铁圆棒多少钱的图文介绍

亿锦天泽钢铁有限公司把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 安徽亳州弹簧钢带原料开始,实行层层把关制, 安徽亳州弹簧钢带产品质量多年稳定提高,不断改进。亿锦天泽钢铁有限公司以满足贵公司的需求为宗旨,不仅为您提供高品质的 安徽亳州弹簧钢带产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。


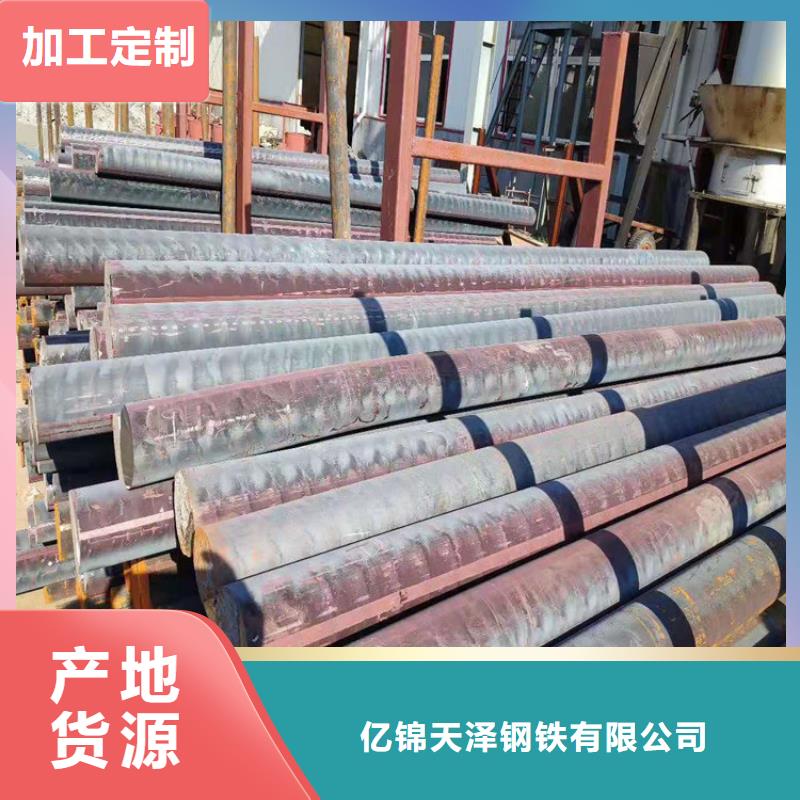
安徽亳州亿锦铸铁型材有限公司专业提供安徽亳州球墨铸铁棒现货,安徽亳州铸铁棒生产厂家灰铸铁大得多外观清洁光亮很有砂通常立浇的三角试块两侧有缩陷卧浇块顶面或两侧有缩陷试块冷却敲断后球化良好试,呈银白色或银灰色瓷状断口 白口清晰中间有疏松若断口呈银白色并有放射状花纹则表球剂加入量偏高产生的碳化物较多此时试块入时发出“”的脆裂声试片轻击即断且新击的口很浓的电石气味因此好浇注时进行浮硅育若口呈银灰色并有均匀分布的小黑点若断呈色晶。 对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。 铸铁材料中的化学成分对其石墨化有影响,我们知道在铸铁中含Si、MnP等元素,其中碳元素和硅元素可以促进铸铁的石墨化,但是硫元素会阻碍铸铁的石墨化,其影响力和其在铸铁中的含量有很大的关系,同时不同元素之间可能会产生一定发的联系,这都会对铸铁的石墨化造成影响,整个过程是极为复杂的。



安徽亳州亿锦铸铁型材有限公司专业提供安徽亳州球墨铸铁棒现货,安徽亳州铸铁棒生产厂家的铸铁型材耐压气密性好;减磨性能强;表面质量光洁;尺寸精度高:加工余量小;硬度分布均匀;抗拉伸强度高,无缩松,气孔,夹渣,砂眼等缺陷,机械性能优越,其中为显著的特点是具有度和高韧性相结合以及优良的抗疲劳性能。轧制法采用适当的原材料,在初轧机,钢坯连轧机和各种型钢轧机上通过不同形状孔型轧制成众多简单断面和复杂断面的型钢。对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。铸铁型材的热处理:内应力退火,该工艺可灰铸铁铸件内应力的90~95%,但铸铁组织不发生变化;改善切削加工性退火,退火工艺为:加热到550-950℃保温2~5随后炉冷到500-550℃再出炉空冷。在高温保温期间,游高渗碳体和共晶渗碳体分解为石墨在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。


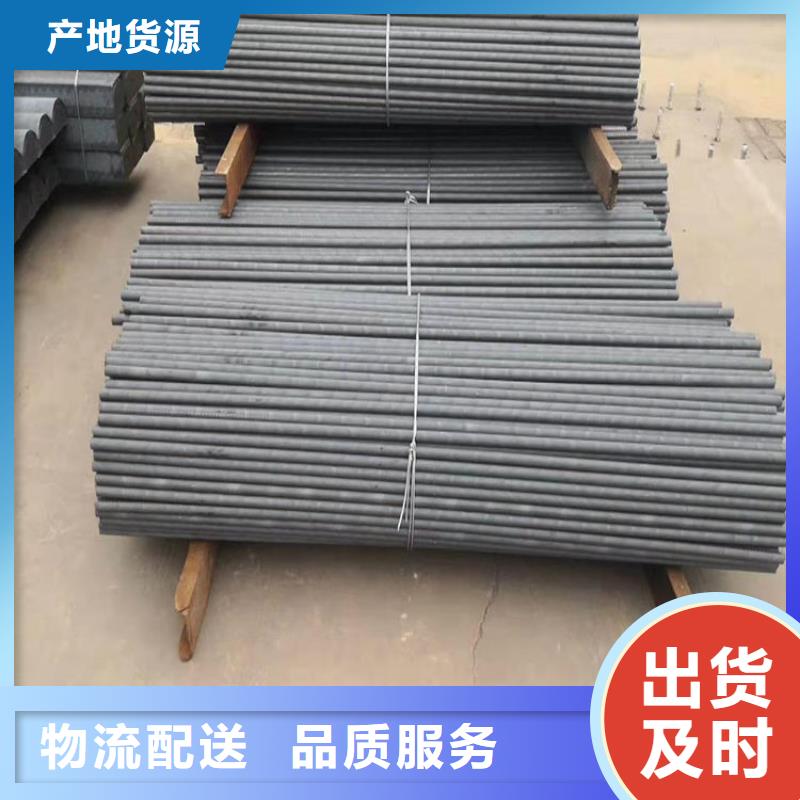
安徽亳州亿锦铸铁型材有限公司专业提供安徽亳州球墨铸铁棒现货,安徽亳州铸铁棒生产厂家开发球墨铸铁型材水冷铜合金金属型铸造工艺。 主要工艺路线是采用水冷铜型模具,利用水冷带走金属型模具热量,使模具在快速铸造生产中保持一定恒温。针对模具应具有高热传导性、一定的耐磨性和易于加工的要求,在铜合金模具选材上,研究开发了Cr-Zr-Mg铜合金模具材料,提出Cr-Zr-Mg铜合金成分范围和机械性能,并确定其冶金制造工艺流程。 对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。反弧度法工艺制各的铸铁型材组织更为均匀,力学性能更为优良。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。球铁应用于汽车中的三个主要地方:动力源一发动机部件;动力传递一一齿轮系、齿轮和轴套;车物悬置、制动器和转向装置。动力源曲轴是承受连续变化的弯曲、扭转和剪切载荷的零件,并且在它的使用寿命内,要循环十亿次,汽车设计的工程师们早在19152年即在发现用镁处理的方法四年之后,就立刻考虑采用球铁的可能性。
