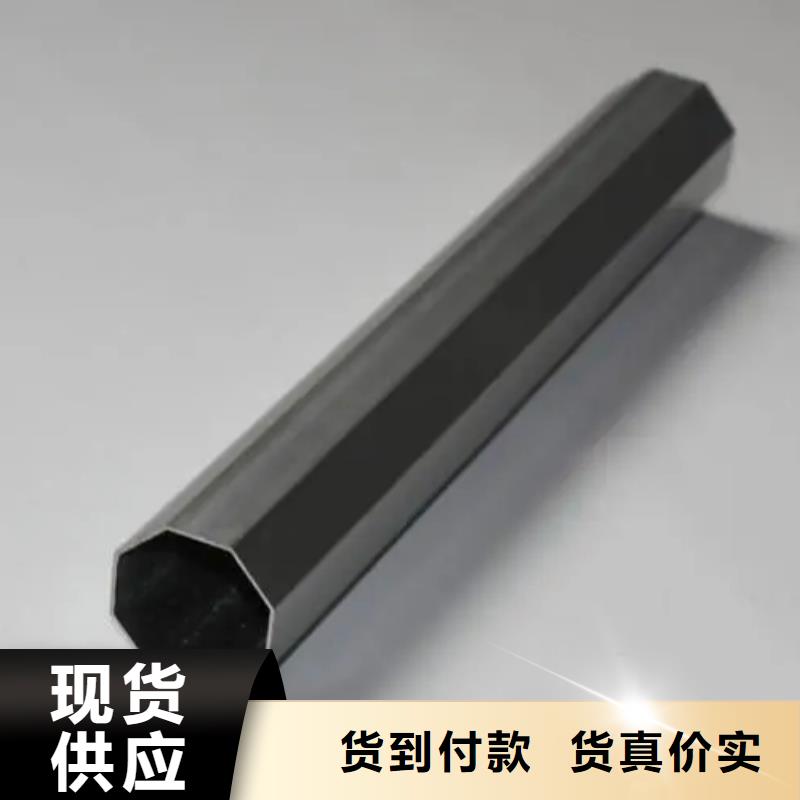


我们的八角管现货表定尺交货视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
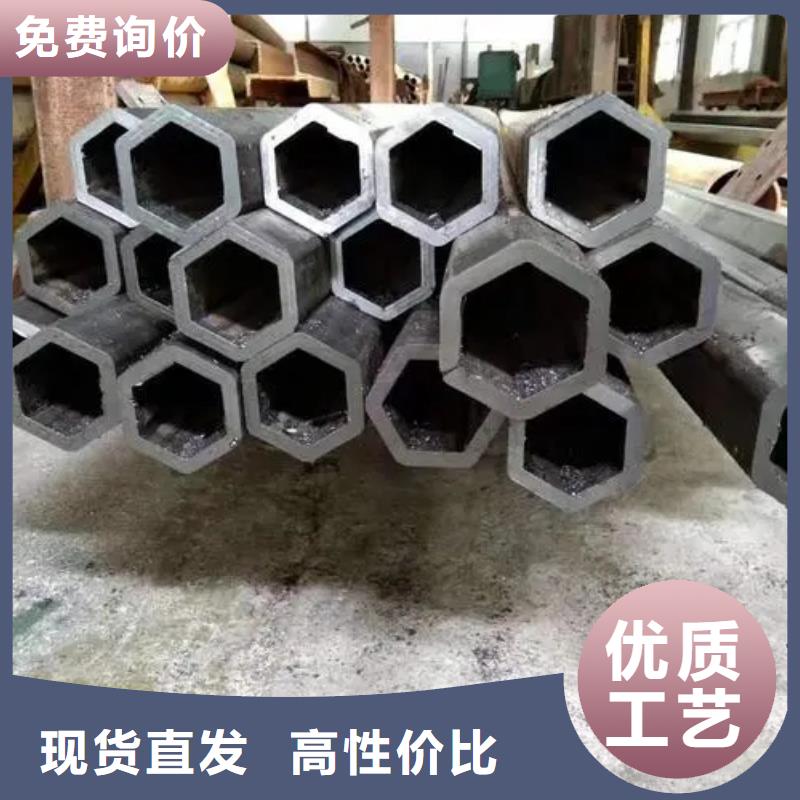
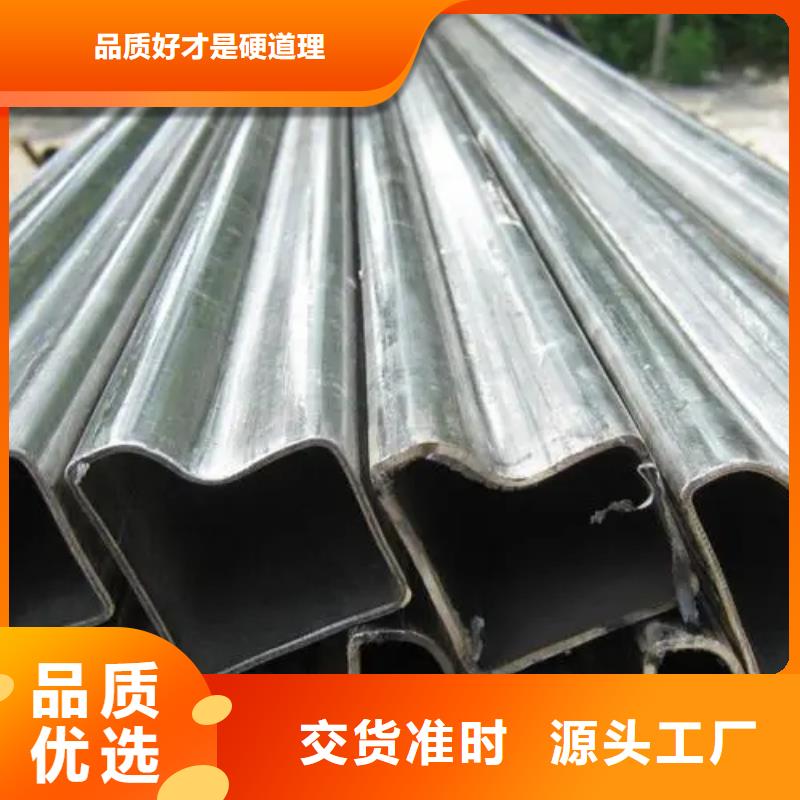
以下是:八角管现货表定尺交货的图文介绍

乐道精密钢管厂家有限公司常年库存 浙江金华【凹型钢管】充足,凭借雄厚的实力,丰富齐全的 浙江金华【凹型钢管】规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!


由于试样凸起部分的薄膜厚度要比凹陷处薄,浙江金华异型管以至于凸出部分的薄膜对电解液的扩散作用比较剧烈。由于该处薄膜薄,电流密度大,电阻也较小,加之对电解液的扩散作用强烈,故能迅速被电解作用溶解掉,使凸起部分逐渐变得平坦,形成光滑的表面。
浙江金华异型管作为阳极接直流电源的正极,用不锈钢、铅等耐电解液腐蚀的导电材料作为阴极,接直流电源的负极。两者相距一定距离浸入电解液中,在一定电压、温度和电流密度下,通电一定的时间,表面上的微小凸起部分便首先溶解,而逐渐变成平滑光亮的表面从而达到表面光亮度增大的效果。
在化学抛光中不锈钢异型钢管表面的抛光是在适当的化学抛光液中经化学侵蚀形成的。浙江金华异型管表面上微观凸起部分的磷酸盐转化膜较薄在化学抛光液中的溶解速率比微观凹下部分要大得多,从而逐渐被整平而获得平滑光亮的表面,达到抛光目的。



浙江金华异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
浙江金华异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
浙江金华异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
浙江金华异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
浙江金华异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
浙江金华异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
浙江金华异型管焊嘴与异型管间的距离以15-25mm为宜。

