
【全新视界!】可定制的汽车半轴用无缝钢管厂家产品视频,带你领略产品新风尚!
以下是:可定制的汽车半轴用无缝钢管厂家的图文介绍


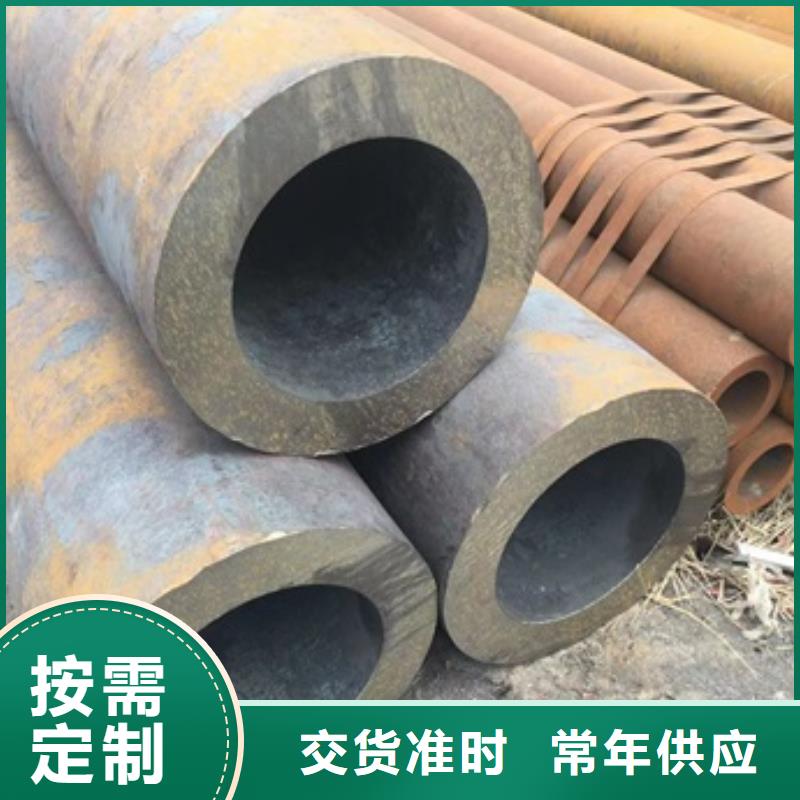
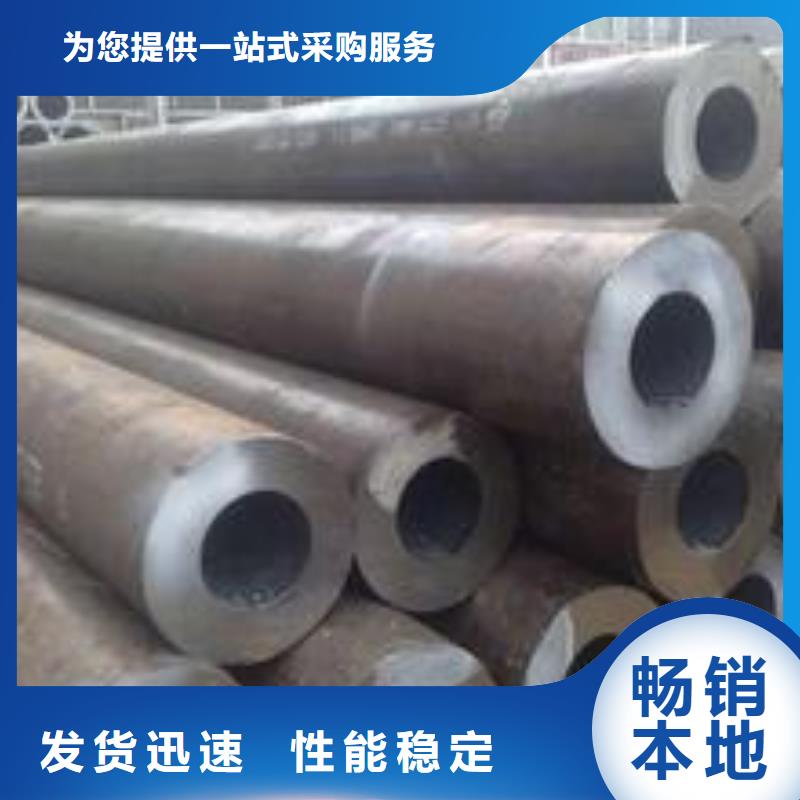
目前我国大口径无缝钢管,主要生产工艺为热轧大口径无缝钢管和热扩大口径无缝钢管,热扩无缝钢管 规格为325mm-1220mm厚为120mm,热扩无缝钢管可生产非国标的尺寸,热扩无缝管就是我们常说的热扩管,密度比较低但是收缩很强的钢管用斜轧法或拉拔法扩 大管材直径的一 种荒管精轧工序。在较短的时间内使钢管增粗,可生产非标,特殊型号的无缝管,且成本低,生产效率高,是目前国际轧管领域的发展趋势。 GB5310(高压锅炉用无缝钢管)上规定外径大于或等于76mm,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。外径>219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些 。



艾斯特钢材有限公司主要生产 湖北孝感大口径无缝钢管。公司注重提高产品质量,不断扩大经营范围。公司注重加强技术储备,努力促进企业可持续发展。我公司始终坚持忠诚守信服务客户、建设品牌形象奉献社会的经营理念,产品销往全国各地服务于各个行业,产品质量及售后服务得到了用户的肯定和好评。纵观今天,展望未来,我公司充满信心和希望,决心以诚信的品牌、完善的服务与各界用户真诚合作,共创美好未来。


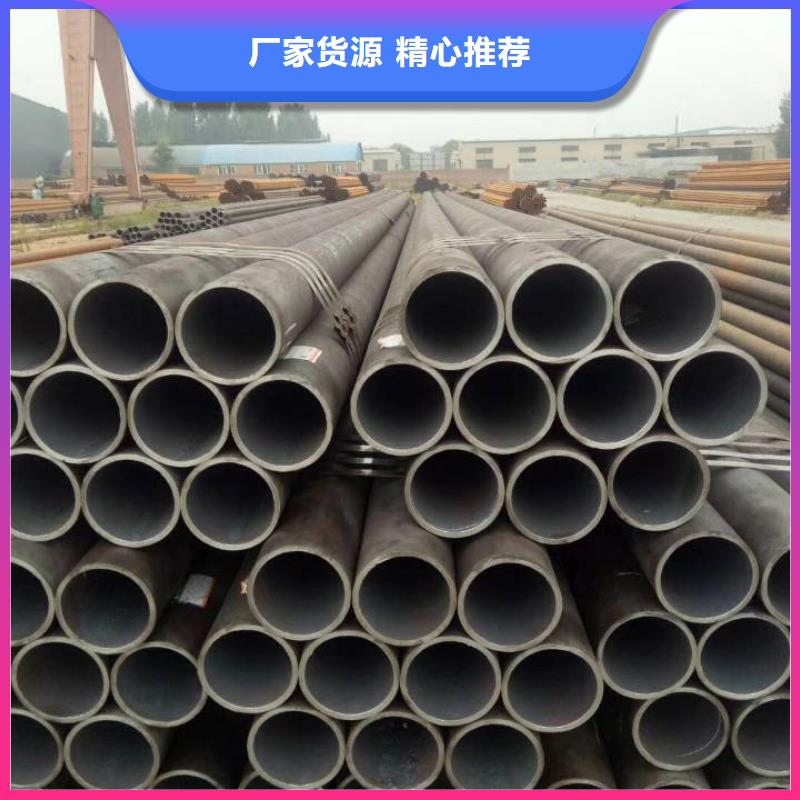
大口径合金无缝管的生产工艺。它包括以下步骤:步骤一,物料准备;步骤二,管坯加热和斜轧穿孔;步骤三,毛管修整;步骤四,热扩变形定径;步骤五,热处理;步骤六,矫直;步骤七,内磨;步骤八,纠偏;步骤九,外磨;步骤十,探伤检验;步骤十一,再精整、终检和包装。本发明不但可以在大组距的范围内生产合金无缝钢管,而且投资相对较小,产品质量高,生产效率较高,生产成本较低。无缝钢管的主要生产流程 管坯及坯加热、管坯的穿孔、钢管的延伸、钢管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品。 一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。



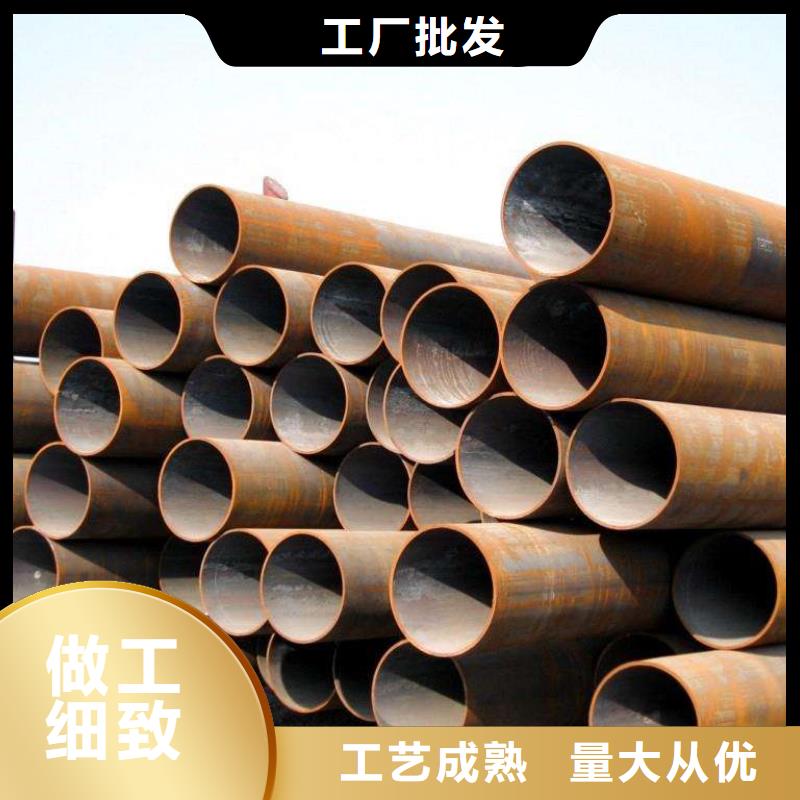
大口径无缝钢管镀锌加工后应先外吹∣质量检验(quality test)∣镀锌加工厂dn200价格(price)表 镀后处理(processing)工序 镀后处理(processing)工序包括:外吹、曳出、内吹、水冷、检验、钝化(Inactivation)、打印。厚壁无缝钢管由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。 1)大口径厚壁钢管通过外吹环,其上有一排小孔,通过压缩(compression)空气,将大口径厚壁钢管多余锌(zinc)液吹去,获得光洁外表。 2)在满足生产(Produce)节奏下,降低曳出速度,可以控制(control)上锌(zinc)量,降低锌耗。 3)内吹可除去大口径厚壁钢管内表面多余的锌液,获得光洁的内表面,被除去的锌液形成锌粉,被回收。 4)水冷槽的温度(temperature)控制在80℃,冷却(cooling)水用泵送到冷却塔(The cooling tower)进行冷却后进行循环(continue)使用(use)。无缝钢管厂家无缝钢管用途很广泛。一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。.2、根据用途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能供应;c、按水压试验供应。按a、b类供应的钢管,如用于承受液体压力,也要进行水压试验。3、专门用途的无缝管有锅炉用无缝管、化工电力用,地质用无缝钢管及石油用无缝管等多种。 5)水冷后移出水冷槽,落在检验台架上,检验后将漏镀管放入废品筐内,成品管送入输出辊(gǔn)道。 6)输送中经过钝化(Inactivation)液喷淋吹环成品管,使管表面钝化,经外吹环后,用压缩空气将多余的钝化液吹除。厚壁无缝钢管按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。 7)输送中经过铺设蒸汽(steam)加热管(Heating tube)排的烘干台架,烤干后,进行打印包装(packaging)。


