





想知道55/6527simn绗磨管产品为何如此受欢迎?观看视频,答案自在其中。
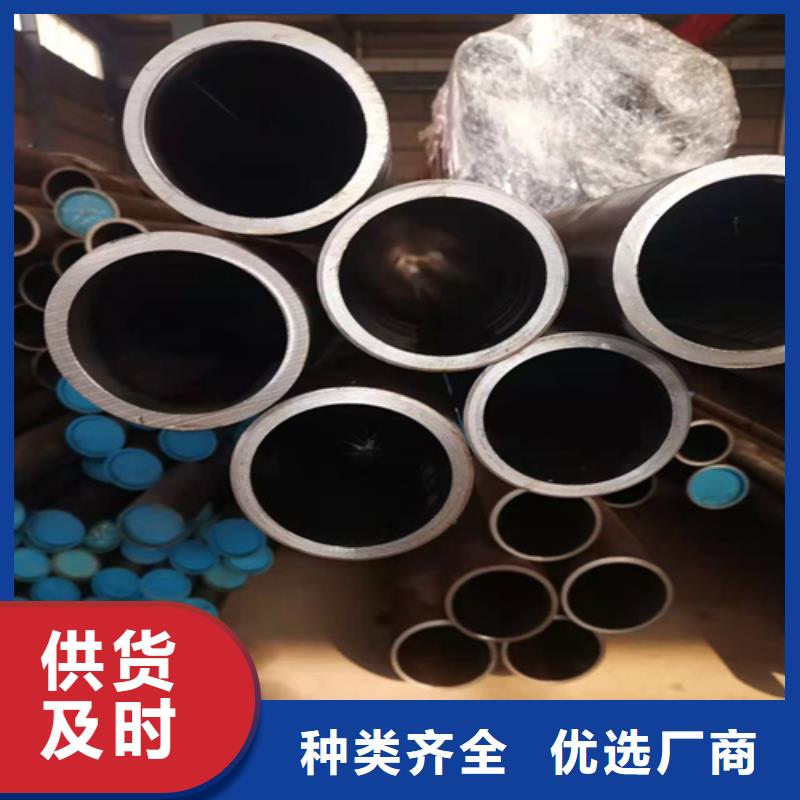
以下是:55/6527simn绗磨管的图文介绍
安达液压机械有限公司将秉承“质优达标,不是我们的z u i高追求;客户满意,才是我们的z u i高定位”的经营理念,依靠雄厚的技术力量,先进的管理水平,不断开拓创新的精神,为客户提供优良的 河南周口珩磨管加工厂产品和优质的服务!


另外,不要忘了检查珩磨机中的油石超越尺寸是否正确,珩磨头的涨缩是否灵活,紧固油石座的弹簧是否牢固。调节好机床主轴的旋转运动和往复运动,使它符合工艺规范规定的要求。珩磨管的珩磨工艺及其工艺参数的设置发布者:隆威珩磨管 发布时间:2018/2/26 16:14:19 点击:1423珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。



河南周口企业旺旺珩磨管绗磨管油缸管珩磨管是通过珩磨工艺加工而成的管材,因为珩磨管 的特点就是有良好的表面光洁度以及耐磨性,因为将在珩磨管管材表面形成了一定角度的交叉网纹,这些网纹里可以存留一定的油起到润滑的作用,从而减少磨檫,延长管材的使用寿命。不仅如此,珩磨管的工艺要求海上救护很高的,尤其是一些中小型珩磨管的小孔,其圆柱度可达0.001毫米以内。而对于一些壁厚不均匀的零件,其圆度能达到0.002毫米。但是珩磨管一般只能提高被加工件的形状精度,要想提高零件的位置精度就需要采取一些必要的措施。



河南周口珩磨管绗磨管油缸管怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。
