
不要错过这部精心制作的不锈钢复合管桥梁立柱品质保障产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:不锈钢复合管桥梁立柱品质保障的图文介绍

锌钢护栏各种组件的模块化、标准化、通用性等优化设计,实现安装的最简化;安装过程,无需专业的装拆设备,无需安装人员的专业技能,使快速安装、装拆自由、周转使用、方便安装运输成为现实,满足现代生活追求效率的需要,大大节约您的时间和金钱。护栏组装式技术 ,不仅实现了护栏安装更简化、运输更便捷的显著效果,而且为客户量身订做各种锌钢护栏成为现实,根据各种复杂不同地形地貌如空间或地势高低不平、前后错落,设计组件的 链接方式,使之整体呈现自然、流畅、和谐、美观的效果,实现客户的个性化要求;还在于它使得锌钢护栏的所有组件其表面处理都能够在工厂流水线上完成,确保了锌钢护栏表面处理质量,赋予特别强的耐候性、耐久性、耐污染和耐化学性的品质;并使整个生产、运输、安装、日后维修都体现安全环保的要求。 锌钢护栏采用进口阿克苏诺贝尔粉末涂,具有良好的装饰性,丰富的色彩,满足不同客户对产品的个性化需求。锌钢护栏环保,不污染环境,解决了普通产品污染建筑物的问题,锌钢护栏具有良好的柔韧性能,钢材管材的钢性和柔性使护栏产品具有较好的冲击性能,锌钢护栏基材采用Q235和Q195的钢材、坚实耐用。锌钢护栏基材通过热浸锌水池的浸泡,表面吸附了一层度锌层,从而起到电化保护作用,由内至外防止钢材基材生锈.通过前处理和富锌磷化等工艺增强涂膜与基材的附着力.经过聚脂彩色粉末涂层,形成 性涂层,无论何种环境,锌钢护栏不会生锈,退色,粉化,脱落,色彩持久而鲜艳。


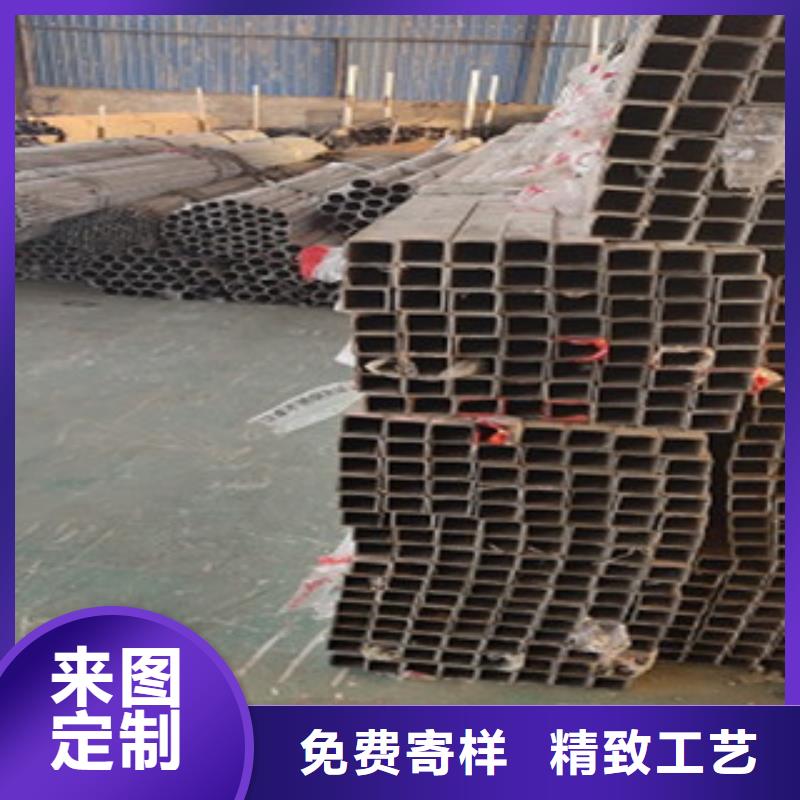
轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。 热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。



丹东俊邦金属材料有限公司长期生产销售: 304不锈钢复合管 ,我们崇尚团队合作、在合作中共赢;我们相互尊重,相互信任,相互支持;团结就是力量 今天的我们还仅仅是一颗种子,需要每一位员工艰苦的付出与努力。创业维艰,为了建立公司的长青基业,今天我们统一思想,形成共识。我们愿与我们的客户唇齿相依、荣辱与共、风雨同舟、共享丰盛。


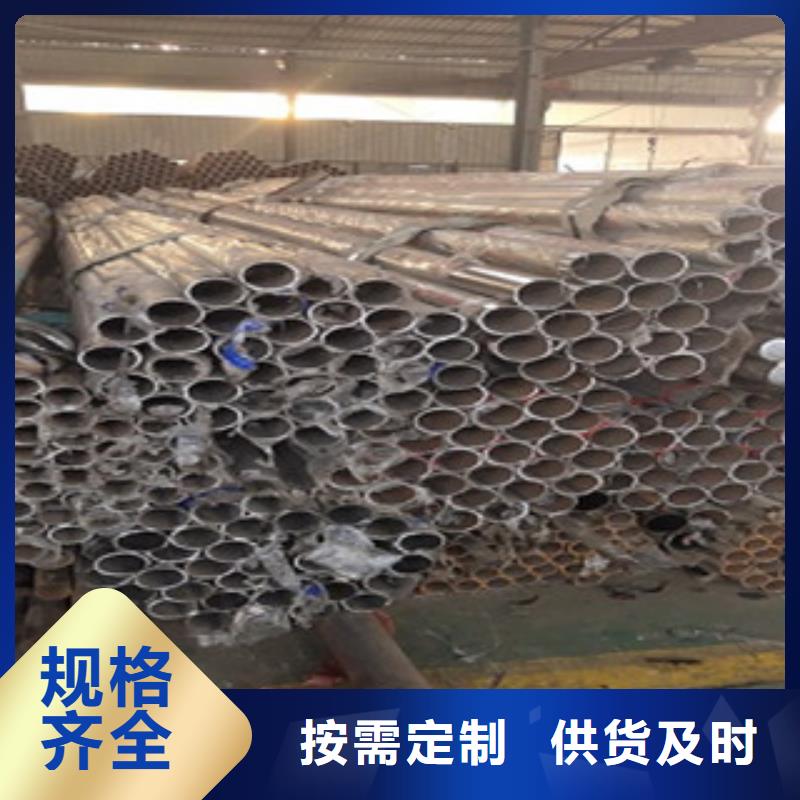
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备清除坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



