

准备好领略管网改造PE燃气管低价受青睐产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
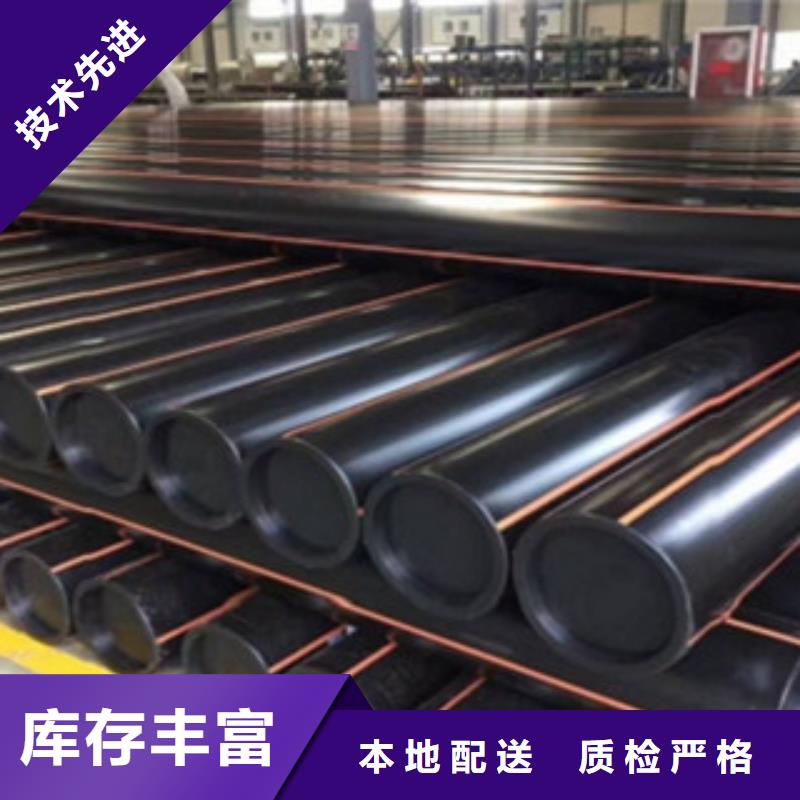
以下是:管网改造PE燃气管低价受青睐的图文介绍
润星电力管材有限公司严格信守平等互利、质量为先、用户至上的原则,为用户提供热情周到的服务,协助指导用户安装、调试并帮助用户跟踪服务解决 河北邢台PE钢带增强螺旋波纹管实际问题。严格执行完善的售前、售中、售后服务,做到让客户省心、省时、省力。公司诚信、实力、品质、获得认可,至此欢迎各界朋友莅临参观、指导和业务洽谈。


结晶态、高弹态和粘流态。聚乙烯管道就是在一定条件下,这三态相互转换来实现焊接的。聚乙烯的焊接过程:常温下聚乙烯处于结晶态,高分子链不能移动,管材之间或管材与管件之间无法实现焊接。当温度升高到熔点时,在管材或管件端面一定区域内,聚乙烯处于高弹态,在这个区域内链段能运动,但高分子整链不能运动,不能焊接。当温度升高到粘流态温度时,聚乙烯管材或管件端面一定区域内处于粘流态,即熔融层。此时熔融层内的高分子热运动能量加大,分子链间空隙体积加大,在外力地作用下,两个熔融层紧紧地挤压在一起,两个熔融层中的部分高分子整链在压力的作用下,克服分子间力和分子间相互缠结作用,打开结点,沿受力方向通过分子间的孔穴跃迁到对面的熔融层的空隙中。
并与对面熔融层中的部分高分子发生缠结作用。这样通过两个熔融层中部分高分子相互移动,使两个熔融层内的高分子很好地融合在一起。随着温度的降低熔融层逐渐转变为高弹态,并在熔点下开始重新结晶,直至常温下形成结晶态而完成焊接。温度对结晶的速度影响很大,当温度较低时,晶体形成数量多,但都很小,这时产生的焊接区域强度低。当缓慢冷却时,聚合物中的晶体既多又大,焊接区域强度大。所以为保证焊接区域强度,只能采取自然冷却的方法,而不能采取任何水冷,风冷等强制冷却手段。而管材和管件属于强制冷却,因此理论上焊接区域的强度要高于管材或管件本身的强度。外力是实现焊接的必要条件,如果没有外力,粘流态下的高分子就不能克服分子间力和分子间的相互缠结作用而进行移动。
也就无法实现焊接。电熔焊接的原理是相同的,只不过实现焊接的力是管件与管材内外表熔面熔化形成熔融层时产生的熔胀力。2.2热熔对接在操作方面的要点: ,温度,压力,时间是焊接的主要工艺参数,加热温度一般设定在190°C到230°C之间,温度过高或过低都将形成虚焊。第二,预热时压力不要过高,稍有点压力即可,如果压力设定较高,熔融层都被挤翻出来,端面没有熔融层将无法实现焊接。第三,保压阶段一定要有,而且要有一定的保压压力和保压时间。这个阶段在施工中经常会被省略,这将严重影响焊接质量。第四,冷却阶段一定要自然冷却,不能采取强制冷却手段。第五,焊口焊好后, 24小时后才能进行拖拉,如果特殊情况也要等焊口处温度完全自然冷却到室温才能进行拖拉。
并与对面熔融层中的部分高分子发生缠结作用。这样通过两个熔融层中部分高分子相互移动,使两个熔融层内的高分子很好地融合在一起。随着温度的降低熔融层逐渐转变为高弹态,并在熔点下开始重新结晶,直至常温下形成结晶态而完成焊接。温度对结晶的速度影响很大,当温度较低时,晶体形成数量多,但都很小,这时产生的焊接区域强度低。当缓慢冷却时,聚合物中的晶体既多又大,焊接区域强度大。所以为保证焊接区域强度,只能采取自然冷却的方法,而不能采取任何水冷,风冷等强制冷却手段。而管材和管件属于强制冷却,因此理论上焊接区域的强度要高于管材或管件本身的强度。外力是实现焊接的必要条件,如果没有外力,粘流态下的高分子就不能克服分子间力和分子间的相互缠结作用而进行移动。
也就无法实现焊接。电熔焊接的原理是相同的,只不过实现焊接的力是管件与管材内外表熔面熔化形成熔融层时产生的熔胀力。2.2热熔对接在操作方面的要点: ,温度,压力,时间是焊接的主要工艺参数,加热温度一般设定在190°C到230°C之间,温度过高或过低都将形成虚焊。第二,预热时压力不要过高,稍有点压力即可,如果压力设定较高,熔融层都被挤翻出来,端面没有熔融层将无法实现焊接。第三,保压阶段一定要有,而且要有一定的保压压力和保压时间。这个阶段在施工中经常会被省略,这将严重影响焊接质量。第四,冷却阶段一定要自然冷却,不能采取强制冷却手段。第五,焊口焊好后, 24小时后才能进行拖拉,如果特殊情况也要等焊口处温度完全自然冷却到室温才能进行拖拉。


