


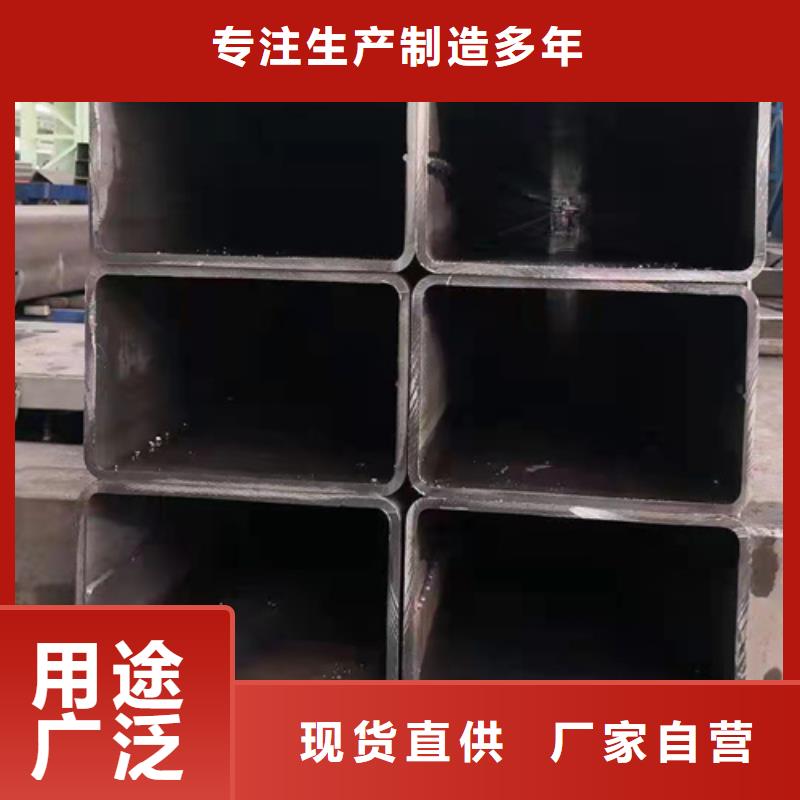

在之前的文章中,关于热镀锌方管的内容,小编也是给大家介绍了很多了,特别是一些基本的情况说的是多的,今天小编给大家介绍一下如何有效延长热镀锌方管的使用寿命?我想这个也是有很多的人都是会关注的问题吧。其实想要使用的时间久一点,我们平时的维护是少不了的,我们的方管是可以进行酸洗的,这个主要是为了清除我们的这个热镀锌方管子的表面的一些污渍,但是经过了酸洗之后,我们还要让他们经过一个氯化铵或氯化锌水溶液进行一个再一次的清洗的,后面在将他们放置到热浸镀槽里面。经过了这么一番的维护步骤我们的这个热镀锌方管是可以使用很久的时间的。 如何有效延长热镀锌方管的使用寿命? 在热镀锌方管表面进行热镀锌处理也能够带来更好的防护功能,所以防腐蚀性能就会达到更好的标准,由于表层的防腐层可以避免腐蚀因子渗入就可以让使用质量达到更好的标准尤其是可以让应用寿命达到更长久的状态,避免出现各种质量损伤



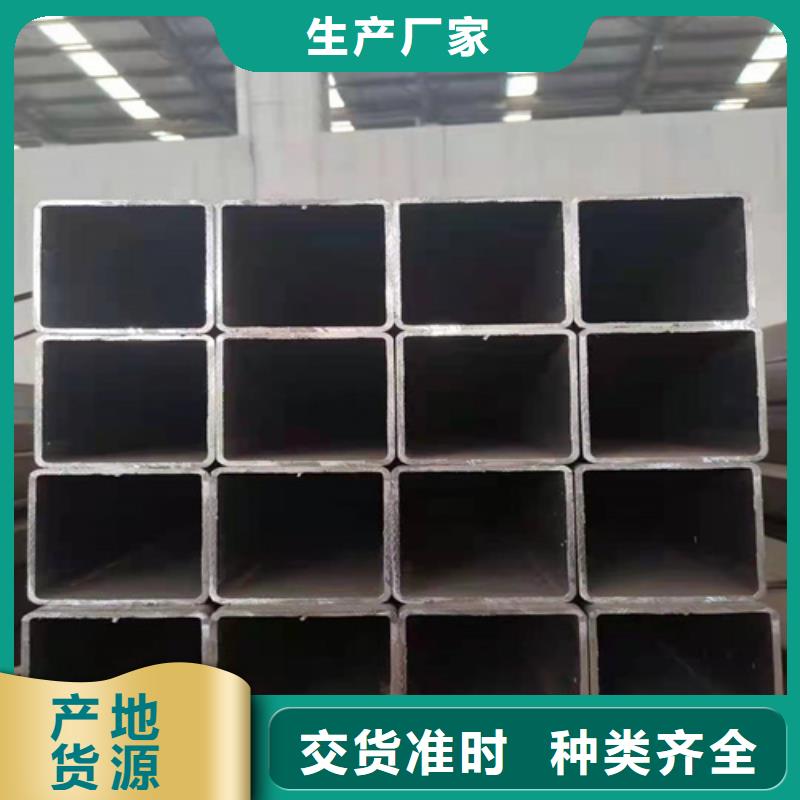
造成方管的焊缝容易产生气孔的因素: 大家都知道,焊缝的好坏决定了方管质量的优劣,一旦方管焊缝产生气孔,那不仅影响管道焊缝致密性,造成管道泄漏,而且会成为腐蚀的诱发点,严重降低焊缝强度和韧性。一般来说焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及钢管成型工艺等都可能是焊缝产生气孔的原因。所以,在焊接时,焊接温度高,则使焊缝过烧,形成穿孔,含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气 孔的形成;焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣;直缝方管 钢板板边应设置铁锈和毛刺清除装置,以减少产生气孔的可能。焊接温度是影响焊缝质量的关键参数,清除装置的位置安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边;焊剂的堆积厚度一般为25-45mm,焊剂颗粒度大、密度小时堆积厚度取值,反之取小值;大电流、低焊速堆积厚度取值,反之取小值,此外,夏天或空气湿度大时,回收的焊剂应烘干后再使用;为了减少磁偏吹的影响,应使工件上焊接电缆的连接位置仅可能远离焊接终端,避免部分焊接电缆在工件上产生次级磁场;应适当降低焊接速度或增大电流,从而延迟焊缝熔池金属的结晶速度,以便于气体逸出,同时,如果带钢递送位置不稳定,应及时进行调整,杜绝通过频繁微调前桥或后桥维持成型,造成气体逸出困难;为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。


