




想要更直观地了解滚压无缝钢管可切割产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:滚压无缝钢管可切割的图文介绍
为客户提供质量好的 山西运城活塞杆产品是我们不懈努力追求的目标。合理的价格、完善的售后服务是本厂不变的宗旨。兰格精密管有限公司郑重承诺:“决不让一件不合格的 山西运城活塞杆产品流入市场;决不让一次服务令您失望”。我公司生产的产品价廉!欢迎世界各地的朋友来我厂参观指导、洽谈业务,愿与每位客户携手共进,共创美好的未来。让 山西运城活塞杆产品说话,用质量经营,始终把客户的利益放重要位置”的经营理念,以严格的管理、产品使客户得到理想的回报。


质量要求:钢的化学成分:钢的化学成分是影响无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。 合金元素:有意加入,根据用途。残余元素:炼钢带入,适当控制。有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。钢管几何尺寸精度和外形:钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。外径允许偏差 δ=(D-Di)/Di × D: 或小外径mmDi:名义外径mm钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关壁厚允许偏差: ρ=(S-Si)/Si× S:横截面上 或小壁厚Si:名义壁厚mm钢管椭圆度:表示钢管的不圆程度。钢管长度:正常长度、定(倍)尺长度、长度允许偏差钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度钢管端面坡口角度和钝边钢管表面质量:表面光洁要求危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。一般性缺陷:麻坑、青线、划伤、碰伤、轻的内、外直道、辊印等。



力学性能试验方法所有的无缝钢管要进行力学性能测试。力学性能测试方法主要分两类,一类是拉伸试验,一类是硬度试验。拉伸试验是将无缝钢管制成试样,在拉伸试验机上将试样拉至断裂,然后测定一项或几项力学性能,通常仅测定抗拉强度、屈服强度、断后伸长率和断面收缩率。硬度试验是将一个硬质压头按规定条件缓慢压入试样表面、然后测试压痕深度或尺寸,以此确定材料硬度的大小。特性:可切削 性良好,冷变形塑性及焊接性中等;另外钢在热处理时韧性减低不多,但却有相当高的强度和耐磨性,特别 是水淬时仍有较高的韧性;但是此钢对白点敏感性大,热处理时有回火脆性倾向及过热敏感性。无缝钢管高倍检验注意事项无缝钢管高倍检验注意事项主要有以下几点:1、表面脱碳的深度和程度。2、表面轧制缺陷的长度和深度、缩孔、碳及硫的中心偏析。3、无缝钢管铁索体分布状态、珠光体分布状态。4、其他显组织缺陷等,以及晶粒度、无缝管表面粗糙程度和夹杂物含量等。


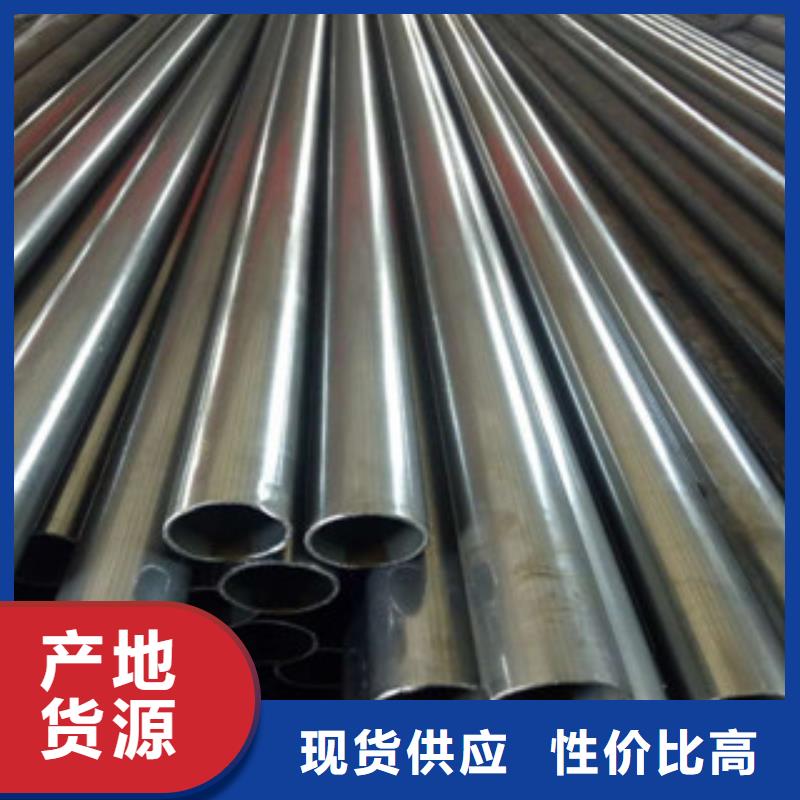
珩磨无缝钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压元件的产品,如气缸、油缸、汽车配件、钢筋链接套筒等产品都是用无缝管。精密无缝钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
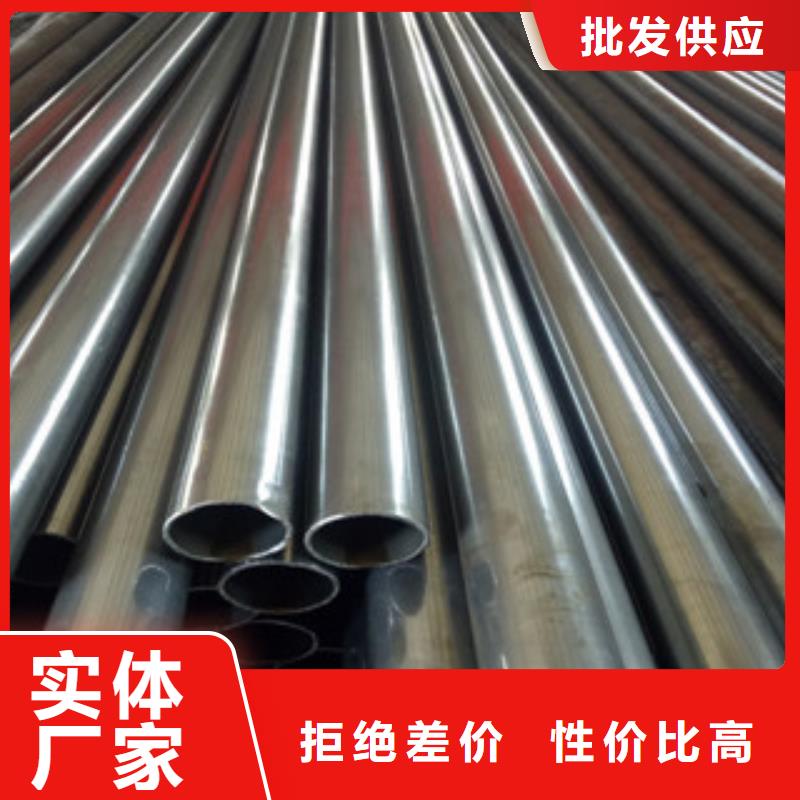
由于珩磨无缝钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压元件的产品,如气缸、油缸、汽车配件、钢筋链接套筒等产品都是用无缝管。精密无缝钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
珩磨无缝钢管明显区别是:尺寸精度高、钢管内外径表面光洁度高,客户无需加工可直接使用;而普通无缝钢管需客户再车床、抛光等加工。
由于珩磨无缝钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压元件的产品,如气缸、油缸、汽车配件、钢筋链接套筒等产品都是用无缝管。精密无缝钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
珩磨无缝钢管明显区别是:尺寸精度高、钢管内外径表面光洁度高,客户无需加工可直接使用;而普通无缝钢管需客户再车床、抛光等加工。



一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯、加热、穿孔、打头、退火、酸洗、涂油(镀铜)、多道次冷拔(冷轧)、坯管、热处理、矫直、水压试验(探伤)、标记、入库。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯、加热、穿孔、打头、退火、酸洗、涂油(镀铜)、多道次冷拔(冷轧)、坯管、热处理、矫直、水压试验(探伤)、标记、入库。

