

想要更直观地感受HDPE给水管可定做生产产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:HDPE给水管可定做生产的图文介绍


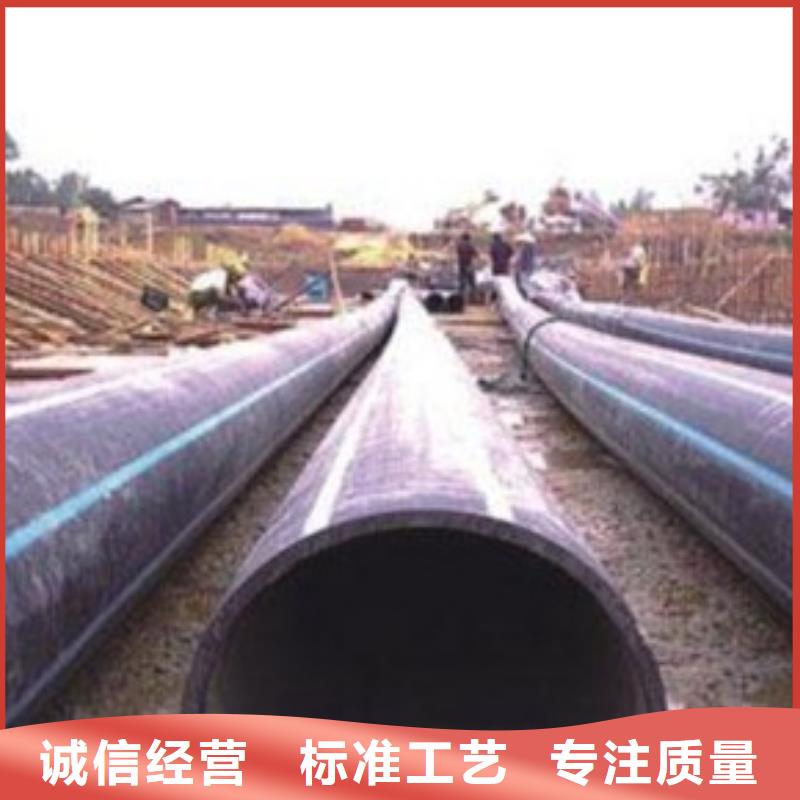
施工步骤
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。


PE独特的柔韧性还使其能够有效的抵抗地下运动和端载荷。从表面上看,强度和刚性方面,塑料埋地管不及水泥管及金属管道,但从实际应用看,塑料埋地管是属于“柔性管”,在正确设计和铺设施工下塑料埋地管是和周围土壤共同承受负载的。所以塑料埋地管不需要达到“钢性管”一样的强度和刚性就可以满足埋地使用中的力学性能的要求。同时,聚乙烯的压力松弛特性可有效地通过形变而消耗应力,其实际轴向应力水平远比理论计算值低,而且其断裂伸长率一般都大于500%,弯曲半径可以小到管直径的20~25倍,是一种高韧性材料,对地基不均匀沉降的适应能力非常强,这些特点使其成为抵御地震、地基沉降以及温差伸缩的为的管道。例如在1995年日本神户大地震中,PE给水管及燃气管就是 幸免的管道系统。

聚乙烯具有良好的快速裂纹增长断裂韧性发生快速裂纹增长破坏时,裂纹可以100~45m/s速度快速扩展几百米至十几公里,造成长距离管路损坏,发生大规模泄漏事故,以及后续的燃烧爆炸(输天然气)或洪水(输水)事故。这种事故发生概率不大,一旦发生,危害极大。对塑料压力管的持续发展来讲,防止发生快速裂纹增长破坏要求的重要性已经超过了对长期寿命强度性能的要求。其原因为:在同一SDR(管材直径与其厚度之比)时,计算的长期寿命—长期强度与增大管径无关(实际上大口径管可能比小口径管),但快速裂纹增长危险随管径增大而增加。在现有大品种塑实验方法料管中,如聚乙烯、聚丙烯、聚氯乙烯管等,达到一定管径时,由防止快速裂纹增长破坏所决定的许用压力,总是比由长期强度问题所决定的许用压力低。


6.1.2.管道各种连接应采用相应的专用连接工具。连接时严禁明火加热。6.1.3.管道连接宜应采用同种牌号级别,压力等级相同的管材、管件以及管道附件(不同牌号的管材以及管道附件之间的连接,应经过试验,判定连接质量能得到保证后,方可连接)。6.1.4.聚乙烯管材、管件与金属管、管道附件的连接,当采用钢制喷塑或球墨铸铁过度管件时,其过度管件的压力等级不得低于管材公称压力。6.1.5.在寒冷气候(-5℃以下)或大风环境条件下进行热熔或电熔连接操作时,应采取保护措施,或调整连接机具的工艺参数。
6.1.6.管道连接时,管材切割应采用专用割刀或切管工具,切割断面应平整、光滑、无毛刺,且应垂直于管轴线。6.1.7.管道连接后,应及时检查接头外观质量,不合格者必须返工。6.2.热熔连接:6.2.1.热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面上的污物。



日基科技发展有限公司成立至今,秉承“双赢”的发展理念,赢得了国内一大批企业、个人、商家的信任和支持!
日基科技发展有限公司重视人才、技术,实施的现代企业动作机制,坚持以“以客为本精益求精”的宗旨和持续发展的理念,不断完善【山东日照HDPE克拉管】,推陈出新,以满足不同客户的需求。


PE给水管的焊接步骤
PE给水管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材.由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向应力及轴向的抗冲应力,而且PE管材不添加重金属盐稳定剂,材质,不结垢、不滋生细菌,避免了饮水的二次污染.PE给水管的焊接可以分为下面这几步,这几步至关重要.大家一定要留心看了.PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定.PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得突出法兰盘封闭面.PE给水管壁厚在5mm以上时,应切割坡口,保证充分焊透.坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光



