


简约不浮华,不简单实用。我们的无缝钢管35#生产产品视频用直观的方式展现产品的实用性和价值。
以下是:无缝钢管35#生产的图文介绍
广顺物资 有限公司占地7000平米,我们拥有一支年轻、敏锐、朝气蓬勃、志向远大的 四川汽车半轴管团队。在疾驰而来的移动互联时代,我们秉承、敬业、激情、创新的发展理念,坚持以客户为本、以信用为先的服务准则,以自身擅长移动端开发的优势,用心解决用户迫切、实际的需求,以完善的 四川汽车半轴管产品、强大的技术为用户提供的服务。 品牌精神 高端、前沿、、求实 核心价值观 立足客户:致力于客户的满意与成功 创新求实:基于事实,敢于想象,勇于探索,



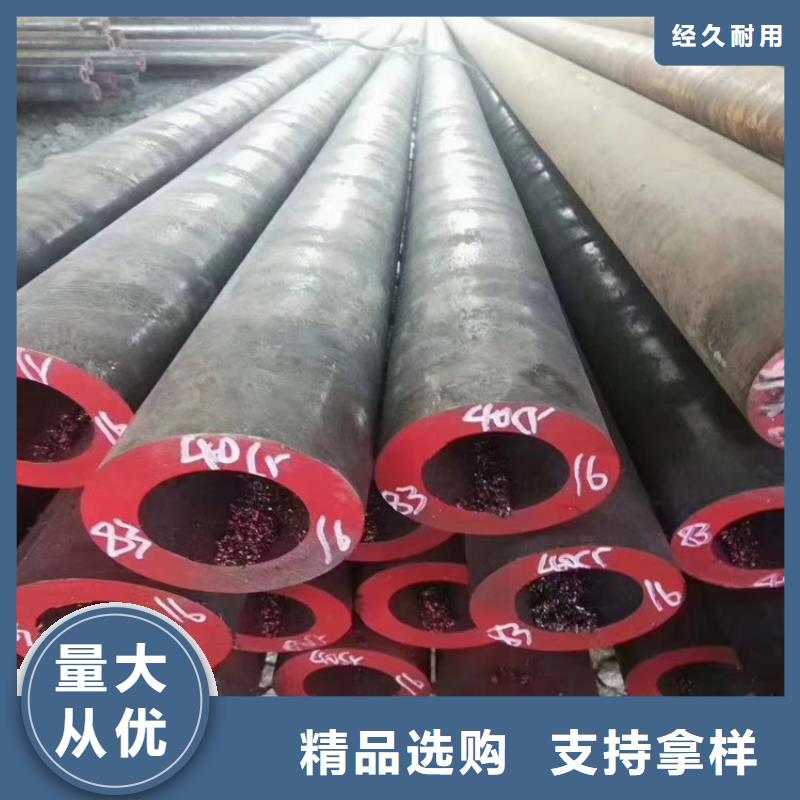
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中



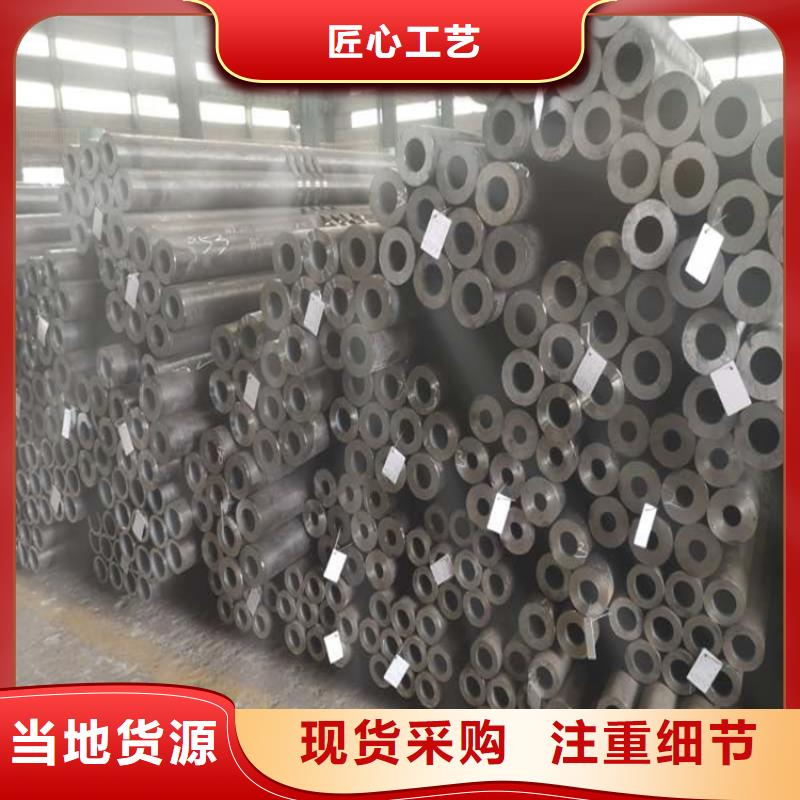
Q235B钢管是以带钢卷板为原材料,无缝钢管经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的钢管。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范20#是20钢材质,一般为铸件,或冷拉钢管件。20II是优质碳素钢锻件,材料和加工方式都要比20#要好。


