

产品详细介绍
以下是:景观护栏工艺严格、质量放心的产品参数
导读 在云南省临沧市采买景观护栏工艺严格、质量放心到绿洲安防科技有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:邓经理-16515568999,QQ:454536431,地址:《高新区白庄工业园发货到云南省 临沧市 临翔区、凤庆县、云县、永德县、镇康县》。 云南省,临沧市 临沧市是佤族文化发祥地之一,居住着23个民族,先后荣获中国十佳绿色城市、中国恒春之都、中国适宜居住城市等荣誉称号。2020年10月,被评为全国双拥模范城(县)。2022年,临沧市完成地区生产总值(GDP)1000.24亿元, 按可比价口径计算比上年增长4.7%。截至2022年度,临沧市常住人口为224万人。
为了展现景观护栏工艺严格、质量放心产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:景观护栏工艺严格、质量放心的图文介绍

4.钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。6.不锈钢复合管栏杆焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。8.不锈钢复合管厂家为使很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
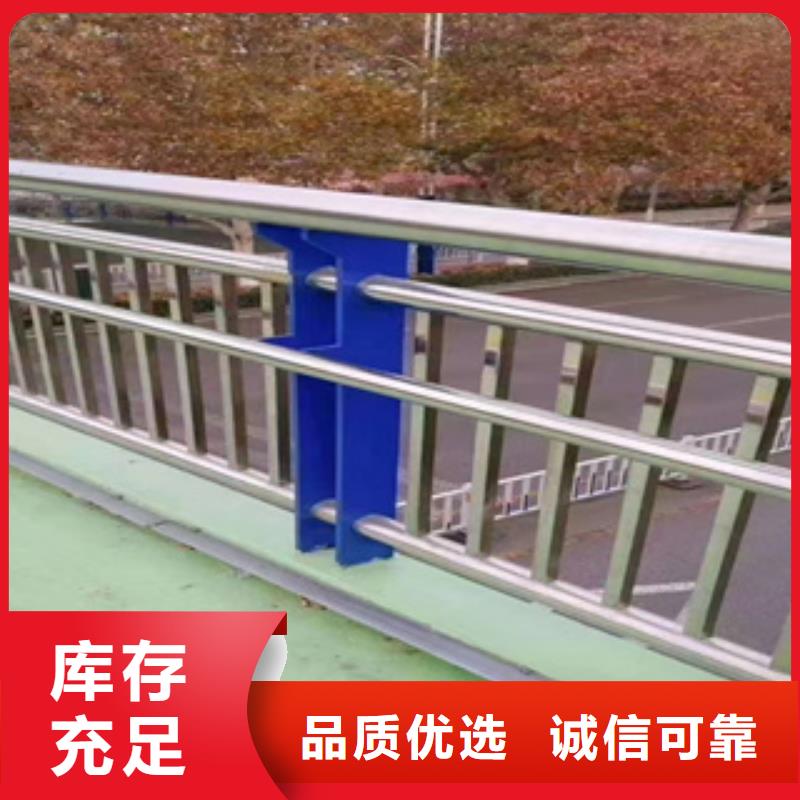
不锈钢复合管在防护栏,护栏上是常常会应用的,它不论是耐磨性能還是抗腐蚀上全是较为非常好的,针对不锈钢复合管而言它的规定是较为严苛的,务必要硬实,表层有光泽度。不锈钢护栏复合管在生产制造上的流程是较为认真细致的,在其中为关键的一个流程便是焊接。


1.不锈钢护栏焊接采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。2.一般适合于6mm以下薄板的焊接,不锈钢复合管栏杆具有焊缝成型美观,焊接变形量小的特点。3.保护气体为,纯度为99.99%。当焊接电流为50~50A时,流量为8~0L/min,当电流为50~250A时,流量为2~5L/min。4.钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。6.不锈钢复合管栏杆焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。8.不锈钢复合管厂家为使很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。



总结今年在云南省临沧市购买景观护栏工艺严格、质量放心有了新选择,绿洲安防科技有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的景观护栏工艺严格、质量放心产品。如需购买或咨询,请随时联系我们,联系人:邓经理-16515568999,QQ:454536431,地址:高新区白庄工业园。