



无论您是初次接触还是已经熟悉,我们的201材质河道护栏合格才出厂产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
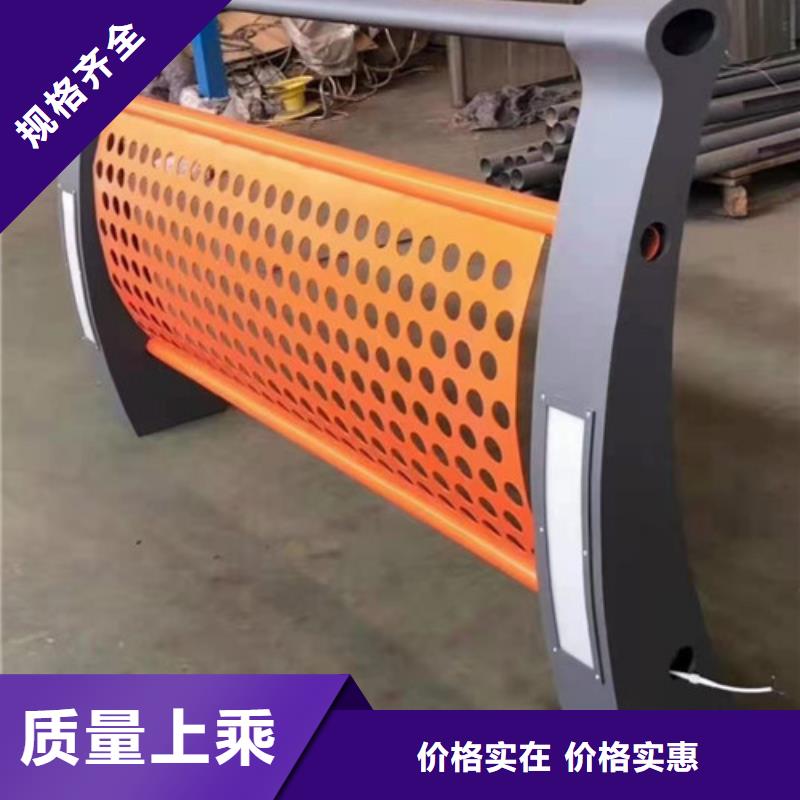
以下是:201材质河道护栏合格才出厂的图文介绍


不锈钢复合管防撞护栏焊接进程如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。<br /> 焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。



不锈钢复合管防撞护栏规范(1)车辆驶出路外有可能造成二次特大事故的路段必须设置路侧复合管护栏。<br /> (2)凡符合下列情况之一、车辆驶出路外有可能造成单车特大事故或二次重大事故的路段必须设置路侧复合管护栏:<br /> ① 二级及以上等级公路边坡坡度和路堤高度规定范围之内的路段;<br /> ② 路侧有江、河、湖、海、沼泽、航道等水域的路段。<br /> (3)凡符合下列情况之一、车辆驶出路外有可能造成重大事故的路段,应设置路侧复合管护栏:<br /> ① 二级及以上等级公路边坡坡度和路堤高度规定范围以内的路段;<br /> ② 高速公路、一级公路路侧净区内设有车辆不能穿越的照明灯、摄像机、可变息标志、交通标志、路堑支撑壁、声屏障、上跨桥梁的桥墩或桥台等设施的路段;<br /> ③ 二级及以上等级公路路侧边沟无盖板、车辆无法穿越的挖方路段;<br /> ④ 三、四级公路路侧有悬崖、深谷、深沟等的路段。


一鸣路桥工程有限公司是 贵州黔南道路隔离护栏等产品生产加工的公司,拥有完整、科学的质量管理体系。一鸣路桥工程有限公司的诚信、实力和产品质量获得业的认可。欢迎各界朋友莅临参观、指导和业务洽谈。厂家直供真材实料看得到,产品展示多年行业经验老品牌,值得信赖。



关于不锈钢复合管的维护其实就是指它们的日常卫生情况,简单的说就是要做好不锈钢的清洗工作,绝大多数人都会以为不锈钢的清洗很简单,但是,认真观察一下清洗后的不锈钢物件跟买来时的其实存在很大的差异,这些都是由于我们没有清洗干净构成的,那么我们应该怎样清洗不锈钢呢。 不锈钢复合管工作压力高。内衬不锈钢复合管能保证工作压力大于5mpa以上,可以各类建筑给水工程需求。性价比高。内衬不锈钢复合管是在钢管内覆以薄壁不锈钢,这样了制构本钱,又确保了厚度以保证强度,使安装费用大大低于壁不锈钢复合管。 不锈钢复合管耐温不锈钢材质工作温度可达700℃~1035℃。耐寒可达1开尔文(B273℃),液氮冷冻箱就采用不锈钢材。所以不锈钢复合管耐热耐寒性能优越,而且不分冷水管热水管,一管二用,冷热皆宜。由于不锈钢材质化学性能稳定,对人体无损伤,所以医学界在人体内植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。内衬不锈钢复合管与不锈钢复合管件配套衔接,加上对接头螺纹和端面的防锈处置,可以有效防止对水质构成的二次。内衬不锈钢复合管系统接触传输流体部分全为不锈钢材料,卫生环保,性好,契合"生态住宅"需求和以人为本的时期理念。 可能大家关于往常的护栏产品的加工会比较,致使是会比较注重关于材料的央求,或许你会看到一个项目经理在采购或者是在的中,会明白央求护栏产品央求要用什么样的材料,例如什么样的不锈钢复合管。 所消费不锈钢复合管产品全部按照不锈钢复合管(GB/T18704-200消费,可靠。不锈钢复合管厂家价钱外衬不锈钢复合管车间具有八条自主学问产权消费线,专业从事外复不锈钢/碳素钢复合管消费及工程设计、制造、安装、施工。


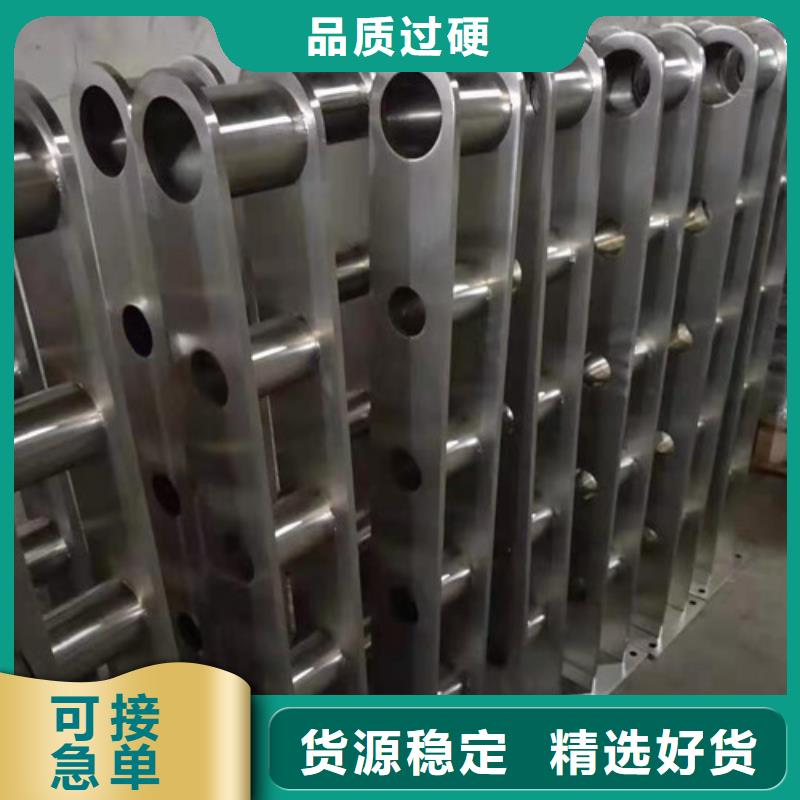
了解下不锈钢复合管防撞护栏的制作工序锈钢复合管护栏的底层与复层接壤处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学 性能、接头方式及填充金属品种,常发作高温结晶裂纹、推延裂纹和脆化问题。焊接的方法有:焊条电弧焊、埋弧焊 、CO2气体维护焊等。<br /> ;如今常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要 分别停止焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢类似,而底层与复层接壤处的异种金 属焊接是关键。<br /> 焊前准备,不锈钢复合管护栏的切开,普通总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复 </p> <p> 层有必要向下底层向上,不能损伤复层表面和分离处;在底层和复层都较厚的状况下,可选用等离子切开(从复层侧 </p> <p> 开端切开)和氧-乙炔火焰切开(从基体侧开端,氧压和割速要比同厚的碳钢板小,但割嘴稍大些不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床停止急剧弯曲,要逐段迟缓加工成形;假 </p> <p> 如需求热加工成形的话,首先要清洗工件表面油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基 </p> <p> 体能够空冷,对低合金钢基体要停止保温缓冷。加热温度在700~850℃。 </p>


