

文字或许能描绘不锈钢复合管价格实惠产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:不锈钢复合管价格实惠的图文介绍

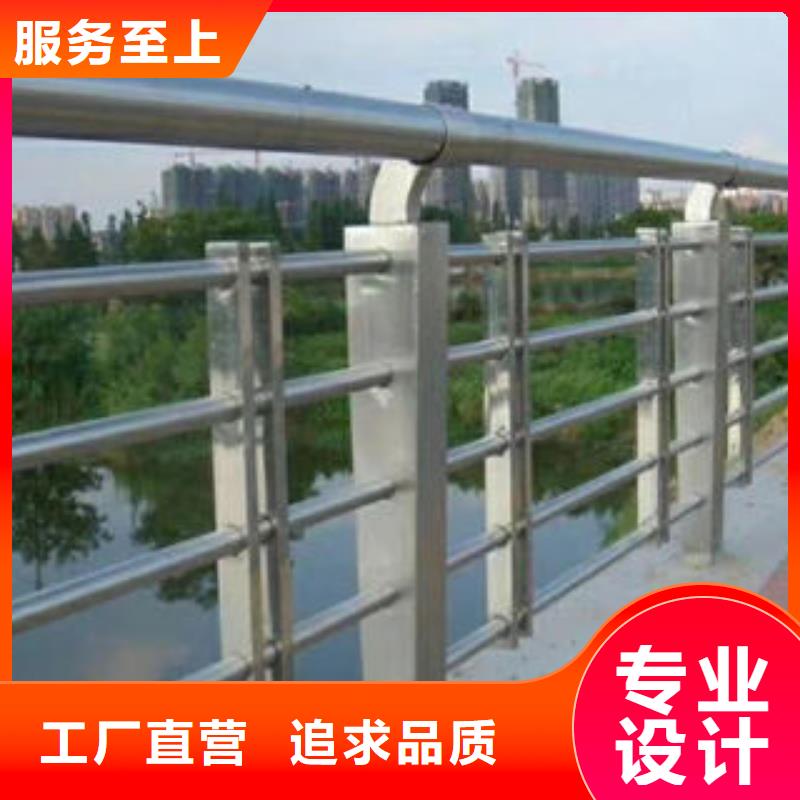
鑫海达不锈钢复合管生产制造厂家有限公司位于经济开发区,是一家专门从事 湖北随州不锈钢复合管楼梯扶手的专业性公司.公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 我们秉承的理念是:质量是一种习惯,共创价值,是我们不变的选择。在各种产业的生态系统中,我们视上下游企业为合作伙伴,重视缔结良性互动的产业价值链;我们与同行企业有序竞争、友好合作,我们坚信,为我们的合作者继续创造z u i大的价值是我们的责任也是我们存在的理由。


热成型制造工艺包括热轧和热挤压两种方法,前者主要适用于有缝复合管的生产,后者适用于无缝复合管的生产。轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。



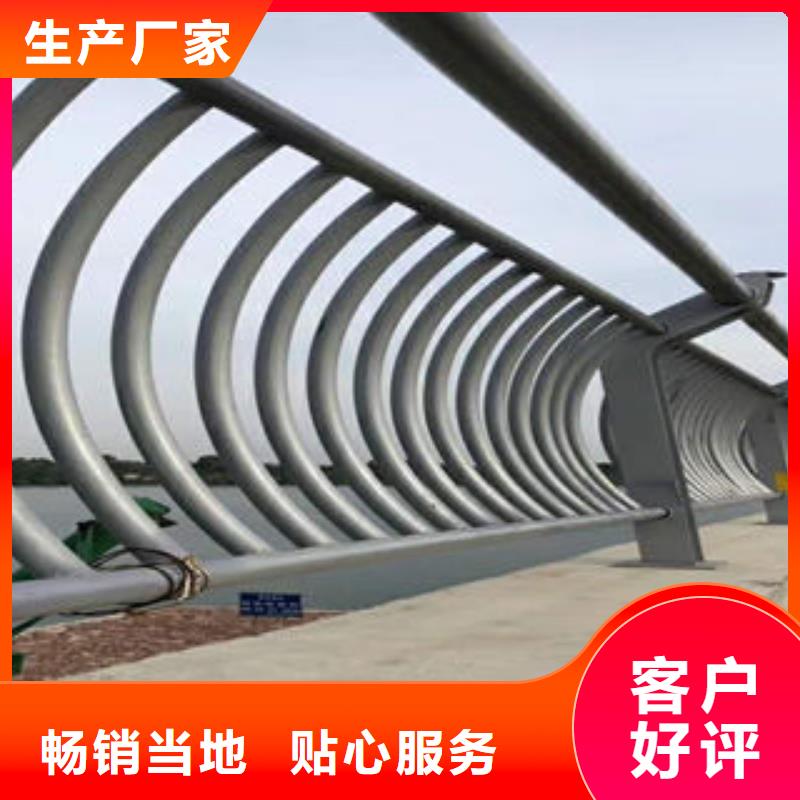
双金属复合管由两种不同金属材料构成,管层之间通过各种变形和连接技术形成紧密结合,从而使两种材料结合成一体而制成的一种新型金属复合管材。其一般设计原则是基材满足管道设计许用应力,复层抵抗腐蚀或磨损等。双金属复合管兼有基层和复层的所有优点,相对于整体合金管能有效降低成本,而且在对整体合金管具有应力腐蚀开裂敏感性的氯化物和(或) 酸性环境中复合管可以提高性和可靠性。
随着工业技术的发展,环境介质的复杂化,以及竞争的加剧,许多行业对金属管材综合性能的要求越来越高,因而双金属复合管及其生产技术得到迅速发展。对于强腐蚀、高磨损、高工作压力环境下使用的流体管道,通常采用高品质的不锈钢或高合金含量的无缝钢管,这类管材由于大量添加合金元素,其价格是一般普通无缝钢管的几倍或几十倍。多年来,管材用户和生产商一直在努力寻求通过不同金属的复合,从而获得一种既能满足苛刻的使用环境,又价廉物美的高性能复合管材。
双金属复合管能实现材料的优势互补,节省合金元素,降低工程费用,在保证原基管各项性能的基础上,提高了管道的耐腐蚀性、耐磨性,延长了管道的使用寿命,是纯不锈钢管、铜管或其他耐腐蚀性合金管的替代产品。由于复合钢管具有优良的综合性能,因此自20世纪60年代起,日、美、德、英和前苏联等都很重视复合钢管的开发及使用,从生产工艺、使用性能、检验方法等方面进行了大量的研究。目前双金属复合钢管的生产工艺已日趋完善,日本、美国、英国、瑞典、德国等处于好水平。复合管已经在腐蚀性较强的石油、石化企业、核工业以及医药、食品加工等领域获得广泛认同,也可通过内层复合耐磨金属,从而满足电厂粉煤、矿山矿粉和尾矿浆输送等高磨损工作环境的要求。而起步较晚,技术水平相对落后。
复合管是近10年发展较快的一种工程管道,品种、功能繁多,性能优越,形成了比较成熟的工艺技术,并且已经投产。主要的工艺方法很多比如热轧复合方法、热挤压复合法、铸造复合方法、爆炸焊接复合方法、组合式双金属复合管生产方法、激光包覆法等。在技术开发方面日本后来居上。据文献报道,日本在80年代初就陆续研制和开发了多种复合工艺。其中典型的热轧或热轧加冷成型工艺可以实现包覆材料与基材界面的冶金结合,质量优良。其产品广泛用于石油化工、化工行业、石油及天然气工业等。
随着工业技术的发展,环境介质的复杂化,以及竞争的加剧,许多行业对金属管材综合性能的要求越来越高,因而双金属复合管及其生产技术得到迅速发展。对于强腐蚀、高磨损、高工作压力环境下使用的流体管道,通常采用高品质的不锈钢或高合金含量的无缝钢管,这类管材由于大量添加合金元素,其价格是一般普通无缝钢管的几倍或几十倍。多年来,管材用户和生产商一直在努力寻求通过不同金属的复合,从而获得一种既能满足苛刻的使用环境,又价廉物美的高性能复合管材。
双金属复合管能实现材料的优势互补,节省合金元素,降低工程费用,在保证原基管各项性能的基础上,提高了管道的耐腐蚀性、耐磨性,延长了管道的使用寿命,是纯不锈钢管、铜管或其他耐腐蚀性合金管的替代产品。由于复合钢管具有优良的综合性能,因此自20世纪60年代起,日、美、德、英和前苏联等都很重视复合钢管的开发及使用,从生产工艺、使用性能、检验方法等方面进行了大量的研究。目前双金属复合钢管的生产工艺已日趋完善,日本、美国、英国、瑞典、德国等处于好水平。复合管已经在腐蚀性较强的石油、石化企业、核工业以及医药、食品加工等领域获得广泛认同,也可通过内层复合耐磨金属,从而满足电厂粉煤、矿山矿粉和尾矿浆输送等高磨损工作环境的要求。而起步较晚,技术水平相对落后。
复合管是近10年发展较快的一种工程管道,品种、功能繁多,性能优越,形成了比较成熟的工艺技术,并且已经投产。主要的工艺方法很多比如热轧复合方法、热挤压复合法、铸造复合方法、爆炸焊接复合方法、组合式双金属复合管生产方法、激光包覆法等。在技术开发方面日本后来居上。据文献报道,日本在80年代初就陆续研制和开发了多种复合工艺。其中典型的热轧或热轧加冷成型工艺可以实现包覆材料与基材界面的冶金结合,质量优良。其产品广泛用于石油化工、化工行业、石油及天然气工业等。

