

恒丰塑业有限公司坐落在风景秀美、交通便捷、人文荟萃、美丽的 江西三维复合排水网之都——江西,区位优越,交通便捷,基础设备齐全。作为一个 江西三维复合排水网的科技企业,公司吸取了国内外众多的先进知识和管理精华,使自身成为专业化的管理队伍,该队伍具有很强的事业心、责任心和使命感;且在多年的实践和摸索中,形成了“注重人才、注重技术、诚德为本、专业化管理、以创新为己任”的核心经营管理理念。


HDPE土工膜焊接要求:
1、HDPE土工膜焊缝搭接面不得有污垢、沙土、积水(包括露水)等影响焊接质量的杂质存在,在焊接时应清理干净。
2、每天焊接开始时(清晨及午休后),必须在现场先进行试焊,合格后再进行正式焊接。
3、HDPE土工膜的焊接宜采用双轨热熔焊机焊接,挤压焊或热风枪接仅用在修复、覆盖或热熔焊机达不到的地方。
4、施工时应根据气温和材料性能,随时调整和控制焊机工作温度、速度。
5、焊缝处HDPE膜应熔结为一个整体,不得出现虚焊、漏焊或超量焊。联接的两层HDPE土工膜必须搭接平展、舒缓。
焊缝质量控制
随着施工的进度,要求及时检查HDPE膜焊接质量,对漏焊、虚焊部位随时用热风枪或塑料焊枪补焊,具体做法如下:
检测按三个步骤进行,即目测、充气检测及破坏试验。
目测:看两条焊缝是否平整、清晰、无皱、透明无接渣、气泡、漏点、熔点或焊缝定包边等。
目测主要是对铺设的土工膜外观、焊缝质量、T型焊接、基底杂物等进行细致的检查,所有施工人员对这一工作都应贯彻在全部施工过程中。
对所有焊缝的严密性除目检外,还应采用真空检测,对无法进行真空检测的部位更应加强自检。
充气压检测的充气强度为0.25Mpa,2分钟不漏气,考虑到卷材较柔软易变形,允许压力下降20%
在双轨焊缝上所取的样块进行拉力测试时,其标准为在做剥离和剪切试验时,焊缝没被撕裂开而母才被撕拉破坏,此时焊接合格,如果试样不合格,则应在原焊缝上再取第二块,连取三块不合格时,则应对整条焊缝作返工处理。
经测试合格的样块,送业主、总承包人及相关单位存档。
对于在目测、充气检测、破坏试验中所发现的缺陷,应及时修补,不能立刻修补的,要做好标记,以防止在修补时遗漏。
外观检查,发现膜面有孔眼等缺陷损及焊接过程中出现的漏焊、虚焊、破损等情况下,应及时用新鲜的母材修补,补疤每边超过破损部位10-20cm。并做好记录。
对于修补后的焊缝,一般要进行详细目测检查,确认修补可靠后再进行放行!!






对工程负责·让客户满意
联系人 徐巧巧 18764816303


主要防水材料
1、复合土工膜卷材,规格为:50*4m;150g/㎡/0.5mm/150g/㎡。
2、GB橡胶止水条。
基础条件
1、基础造形和开挖后,须进行削坡,平整碾压或夯实处理。扰动土质的置换与回填,应分层洒水碾压或夯实,每层厚度≯400mm。
2、基础表面露的具有刺破隐患的物质,如砖、石、瓦块;玻璃和金属碎屑;树枝、植物根茎等。 清理场内有障碍物,提供需要的铺设施工条件。
3、周边挡水墙、泵坑、桥梁基础,以及水下管口的安装和预留等工作,需要在复合土工膜施工前结束。
焊接与施工
1、焊接技术
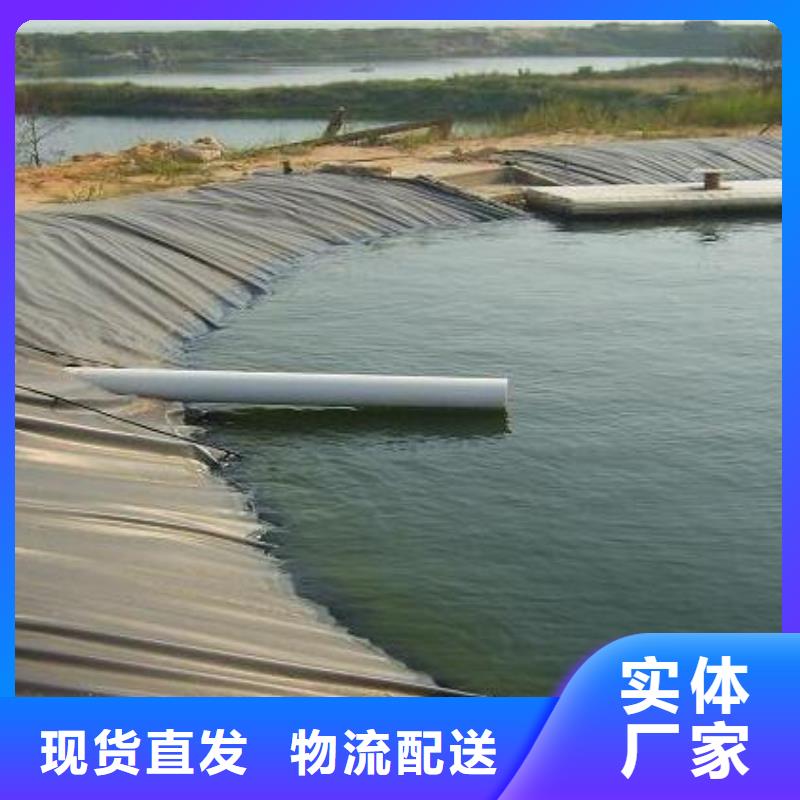
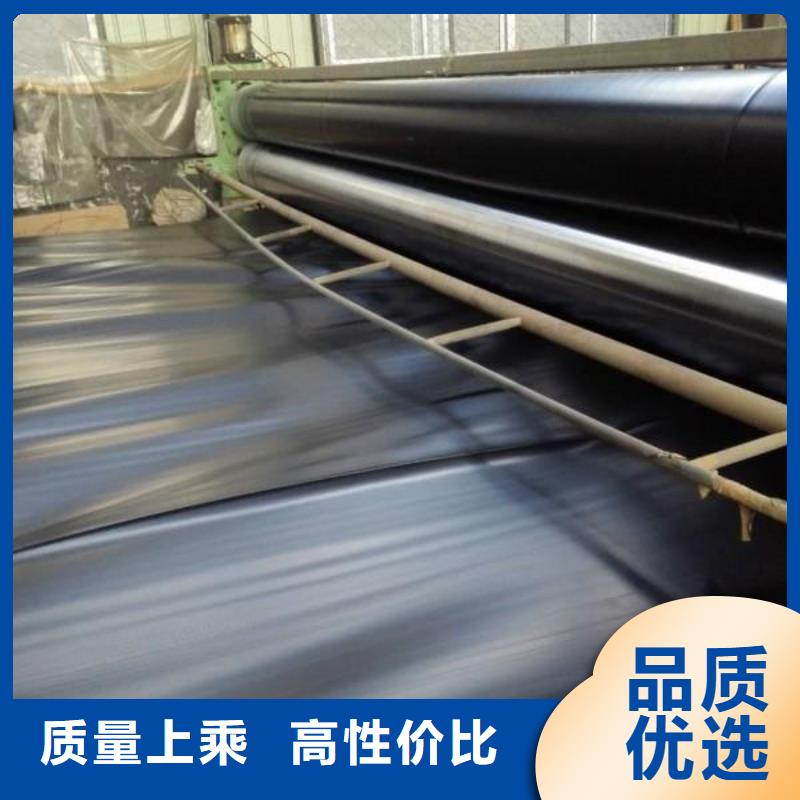
土工膜施工现场
土工膜施工现场
①焊道搭接宽度:80~100mm;平面和垂直面的自然褶皱分别为:5%~8%;预留伸缩量:3%~5%;边角料剩余量:2%~5%。
②热熔焊接工作温度280~300℃;行进速度2~3m/min;焊接形式为双焊道。 ③破损部位修复方法,裁剪规格相同的材料,热熔粘补,聚乙烯胶密封。
④焊道处无仿布的连接,采用机械缝合。
⑤水下管口的密封止水,采用GB橡胶止水条密封,金属包扎并防腐处理。



