服务热线:13561270610
联系我们

更新时间:2024-12-27 14:55:38 浏览次数:3 公司名称:聊城 兰格精密管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东聊城 |
| 材质 | 20#、45#、20cr、40cr、35crmo、42crmo |
| 规格 | 10-133*1-26 |
| 长度 | 散尺或定尺 |
| 运输 | 陆运、海运 |


兰格精密管有限公司位于云南丽江经济区,注册资金300万元,成立于2011年,以雄厚的技术实力为基础,专注精耕于 云南丽江活塞杆,并集研发、销售、服务为一体高新技术企业。 经过团队多年辛勤耕耘,积j i加入了云南丽江 云南丽江活塞杆行业协会,成为 云南丽江活塞杆会员单位,并通过了ISO9001:2008质量体系认证。



化学成分检验按化学成分和机械性能供应的国产无缝管,如10、15、20、25、30、35、40、45和50号
钢的化学成分应符合GB/T699-88的规定。进口无缝管按合同规定的有关标准检验。09MnV、16Mn、15MnV钢
的化学成分应符合GB1591-79的规定。具体分析方法参照GB223-84《钢铁及合金化学分析方法》的有关部
分。分析偏差参照GB222-84《钢的化学分析用试样及成品化学成分允许偏差》。物理性能检验按机构性能
供应的国产无缝管,普通碳素钢按GB/T700-88的甲类钢制造(但必须保证含硫量不超过0.050%和含磷量不
超过0.045%),其机械性能应符合GB8162-87表内所规定的数值。按水压试验供应的国产无缝管必须保证标
准所规定的水压试验。进口无缝管的物理性能检验按合同规定的有关标准进行。



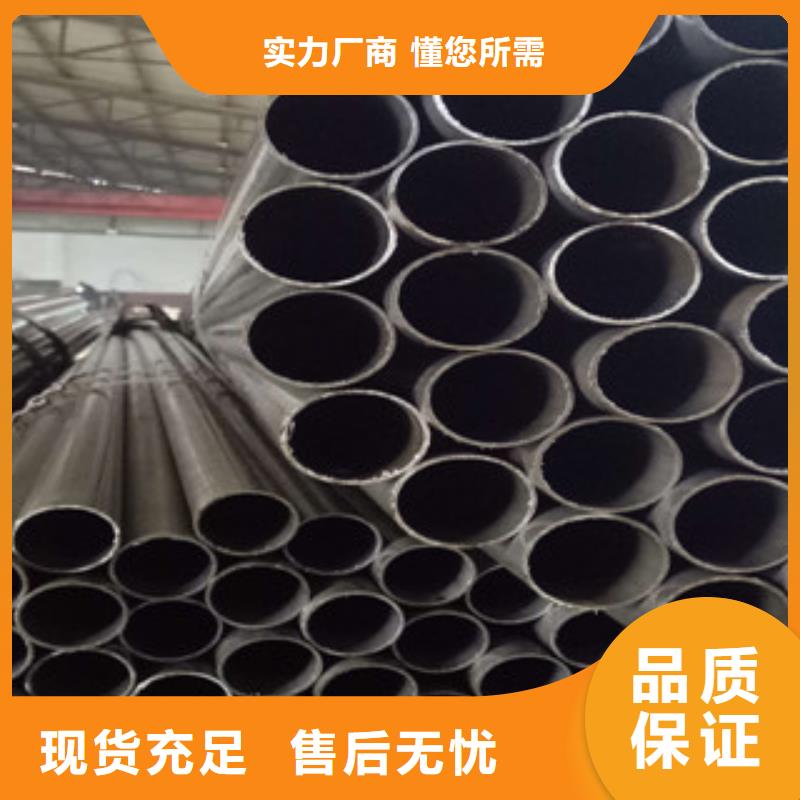
20无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。20无缝钢管在我国
钢管业中具有重要的地位。据不完全统计,我国现有20号无缝钢管生产企业约240多家,无缝钢管机组约
250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般
用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、
汽车管共5万吨,占1.4%。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的
坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔
。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形
辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后
被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢
管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,
就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,
气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、
生产批号等。并由吊车吊入仓库中。


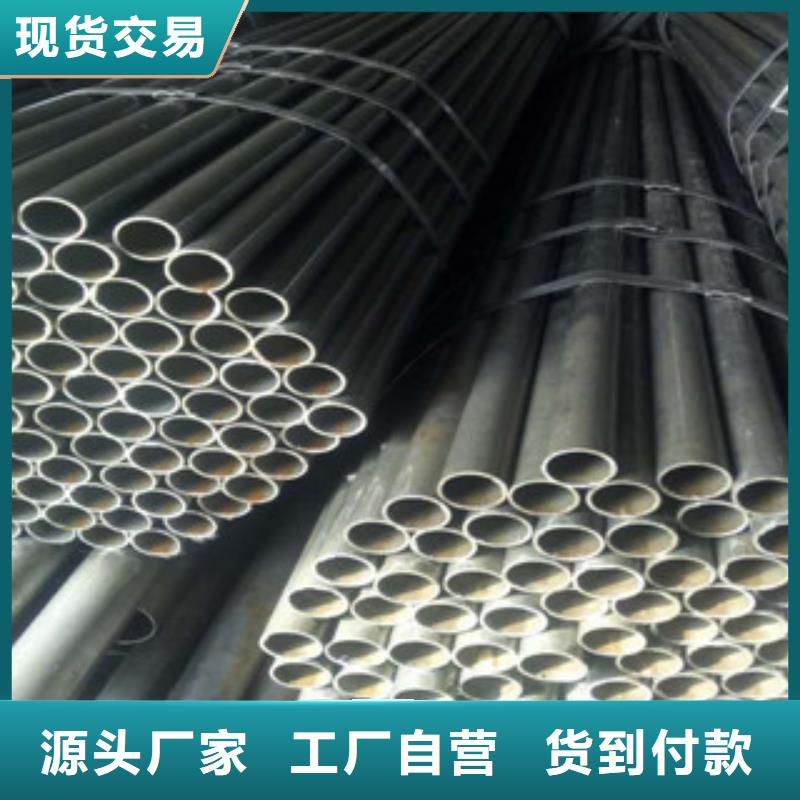
无缝管1、生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般
在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然
后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐
渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格
要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小和质量更好的无缝管,
必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的
锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将
加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可
生产直径较小的钢管。





