




产品视频展示,助您洞悉河道桥梁防撞护栏实力雄厚产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:河道桥梁防撞护栏实力雄厚的图文介绍

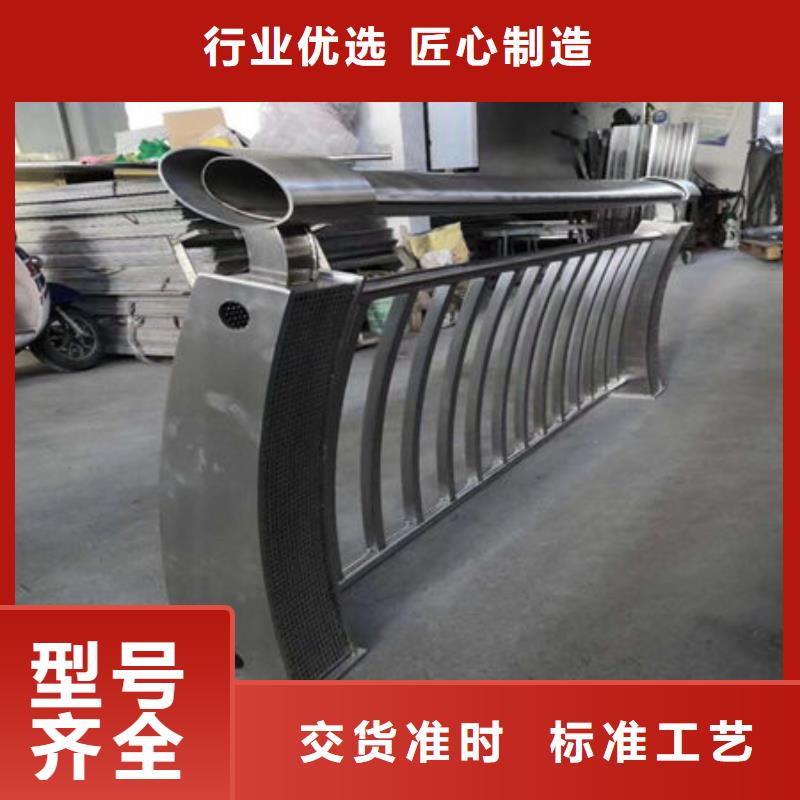
主要生产的产品有:【广西贺州桥梁护栏厂家】。 承接全国各地区【广西贺州桥梁护栏厂家】,资质齐全,全国包验! 华尔新材料科技有限公司厂家始建于2017年,至今已有将近多年【广西贺州桥梁护栏厂家】经验,诚实做人,诚信共事,合作共赢!


不锈钢复合管护栏在一定的介质中会引起晶间腐蚀
不锈钢防护护栏腐蚀:晶间腐蚀是一种常见的局部腐蚀。腐蚀沿着金属或合金的晶粒边界或它的邻近区域发展,晶粒本身腐蚀很轻微,不锈钢防护护栏不固溶处理的知识这种腐蚀便称为晶间腐蚀。
不锈钢防护护栏管材产生腐蚀的原因
这种腐蚀使晶粒间的结合力大大削弱,道路护栏严重时可使机械强度完全丧失。例如遭受这种腐蚀的不锈钢工字钢,表面看起来还很光亮,304不锈钢复合管护栏-不锈钢防护护栏-不锈钢复合管护栏-不锈钢护栏厂家-山东久信护栏有限公司但经不起轻轻敲击便破碎成细粒。由于晶间腐蚀不易检查,所以廷民设备的突然破十,不锈钢防护护栏不固溶处理的知识它的危害性很大。
不锈钢,道路护栏但当它具有晶间腐蚀的敏感性时,道路护栏铝合金,镁合金等都是晶间腐蚀敏感性高的材料。在受热情况下使用或焊接过程都会造成晶间腐蚀的问题。以晶间腐蚀为起源,在应力和介质的共同作用下,可使不锈钢,铝合金等诱发晶间应力腐蚀,所以晶间腐蚀有时是应力腐蚀的先导。
在通常腐蚀条件下,钝化合金组织中的晶界活性不大,但当它具有晶间腐蚀的敏感性时,晶间活性很大,即晶格粒与晶界之间存在着一定的电位差,这主要是合金在受热不当时,组织发生改变而引起的。所以晶间腐蚀是一种由组织电化学不均匀性引起的局部腐蚀蚀。此外晶界存在杂质时,在一定介质也也会引起晶间腐蚀。
不锈钢防护护栏腐蚀:晶间腐蚀是一种常见的局部腐蚀。腐蚀沿着金属或合金的晶粒边界或它的邻近区域发展,晶粒本身腐蚀很轻微,不锈钢防护护栏不固溶处理的知识这种腐蚀便称为晶间腐蚀。
不锈钢防护护栏管材产生腐蚀的原因
这种腐蚀使晶粒间的结合力大大削弱,道路护栏严重时可使机械强度完全丧失。例如遭受这种腐蚀的不锈钢工字钢,表面看起来还很光亮,304不锈钢复合管护栏-不锈钢防护护栏-不锈钢复合管护栏-不锈钢护栏厂家-山东久信护栏有限公司但经不起轻轻敲击便破碎成细粒。由于晶间腐蚀不易检查,所以廷民设备的突然破十,不锈钢防护护栏不固溶处理的知识它的危害性很大。
不锈钢,道路护栏但当它具有晶间腐蚀的敏感性时,道路护栏铝合金,镁合金等都是晶间腐蚀敏感性高的材料。在受热情况下使用或焊接过程都会造成晶间腐蚀的问题。以晶间腐蚀为起源,在应力和介质的共同作用下,可使不锈钢,铝合金等诱发晶间应力腐蚀,所以晶间腐蚀有时是应力腐蚀的先导。
在通常腐蚀条件下,钝化合金组织中的晶界活性不大,但当它具有晶间腐蚀的敏感性时,晶间活性很大,即晶格粒与晶界之间存在着一定的电位差,这主要是合金在受热不当时,组织发生改变而引起的。所以晶间腐蚀是一种由组织电化学不均匀性引起的局部腐蚀蚀。此外晶界存在杂质时,在一定介质也也会引起晶间腐蚀。



不锈钢复合管护栏焊接
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。高可达2900多度。
不锈钢复合管护栏焊接
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。
随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。高可达2900多度。
不锈钢复合管护栏焊接
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。



桥梁防撞护栏的施工要点
施工控制要点:丈量控制点依照每5m设置一个,为标高及线形的控制打好根底,然后将防撞栏范围内的混凝土停止凿毛并清算洁净。钢筋加工尺寸要精准,装置时采用定位架法停止装置。依据设计图中2、3号钢筋的位置、角度和尺寸分别制造定位架。
采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保证,钢筋维护层合格率可坚持在90%以上。桥梁防撞栏2号钢筋定位架在施工中的应用。定位架立在丈量控制点上,采用程度尺停止调平,前段横杆与立杆的角度是依据设计图中的角度加工的,横杆的长度也是依据设计图中的尺寸预留的。
将位置调好的2号钢筋与翼板预埋4号钢筋焊接结实,桥梁防撞栏3号钢筋定位架在施工中的应用。当位置调整好以后,立刻采用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前装置的2号钢筋焊接结实。以此类推每隔5米构成一个规范断面,然后挂线装置中间段落钢筋。
模板装置、加固、撤除采用防撞栏模板专用台车,桥梁防撞栏模板采用定型钢模,单片长度为1.5米。加固方式为内侧拉杆配合外侧支撑。端头模板同样采用定型钢板,固定方式为高强螺栓。同时防撞栏的断缝同样采用定型钢板,拆模后的断缝为62.5px宽的真缝,充沛保证防撞栏混凝土不开裂、外观质量良好。
施工控制要点:丈量控制点依照每5m设置一个,为标高及线形的控制打好根底,然后将防撞栏范围内的混凝土停止凿毛并清算洁净。钢筋加工尺寸要精准,装置时采用定位架法停止装置。依据设计图中2、3号钢筋的位置、角度和尺寸分别制造定位架。
采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保证,钢筋维护层合格率可坚持在90%以上。桥梁防撞栏2号钢筋定位架在施工中的应用。定位架立在丈量控制点上,采用程度尺停止调平,前段横杆与立杆的角度是依据设计图中的角度加工的,横杆的长度也是依据设计图中的尺寸预留的。
将位置调好的2号钢筋与翼板预埋4号钢筋焊接结实,桥梁防撞栏3号钢筋定位架在施工中的应用。当位置调整好以后,立刻采用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前装置的2号钢筋焊接结实。以此类推每隔5米构成一个规范断面,然后挂线装置中间段落钢筋。
模板装置、加固、撤除采用防撞栏模板专用台车,桥梁防撞栏模板采用定型钢模,单片长度为1.5米。加固方式为内侧拉杆配合外侧支撑。端头模板同样采用定型钢板,固定方式为高强螺栓。同时防撞栏的断缝同样采用定型钢板,拆模后的断缝为62.5px宽的真缝,充沛保证防撞栏混凝土不开裂、外观质量良好。