





我们的现场实拍视频将带您走进研发数控钢筋笼滚笼机品质服务产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:研发数控钢筋笼滚笼机品质服务的图文介绍


绕筋机小车安装;轨道前端超出节机架0.5米,距底座边0.4-1米(中、小直径钢筋笼0.4米)并行安装。电器柜置于轨道外附近。
6、组装调试;
安装完成后调平主机;胶辊拉线检测上母线、侧母线。单根胶辊误差10mm,全长误差30mm。(调定后固定轴承座)
按照所需钢筋笼小外径调定两系列胶辊内档距离(下表为钢筋笼外径与二胶辊大內档尺寸关系)。
钢筋笼直径档钢筋笼直径二挡630
钢筋笼直径三档钢筋笼直径四挡870
钢筋笼直径五档钢筋笼直径六挡1110
钢筋笼直径七档钢筋笼小外径与胶辊内档尺寸关系示意
6、组装调试;
安装完成后调平主机;胶辊拉线检测上母线、侧母线。单根胶辊误差10mm,全长误差30mm。(调定后固定轴承座)
按照所需钢筋笼小外径调定两系列胶辊内档距离(下表为钢筋笼外径与二胶辊大內档尺寸关系)。
钢筋笼直径档钢筋笼直径二挡630
钢筋笼直径三档钢筋笼直径四挡870
钢筋笼直径五档钢筋笼直径六挡1110
钢筋笼直径七档钢筋笼小外径与胶辊内档尺寸关系示意



建贸机械设备有限公司设备,精益制造。公司完成了【海南海口五机头钢筋弯箍机】产业化生产基地战略布局,现拥有总规模达10万平方米的生产基地,目前是全国生产能力强、规格高的【海南海口五机头钢筋弯箍机】生产基地之一。


4、自动托笼设计,避免焊接过程中因笼子自重导致其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意调整一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)移动盘电机信号及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制精准主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制系统:PLC、触摸屏、变频器。钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等



第二步:项目现场管理人员根据需要施工部位的设计图纸,规划每节钢筋下料长度,在钢筋下料区切割。
第三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。
第四步:钢筋厂设置的数控钢筋笼成型机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。
第五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。
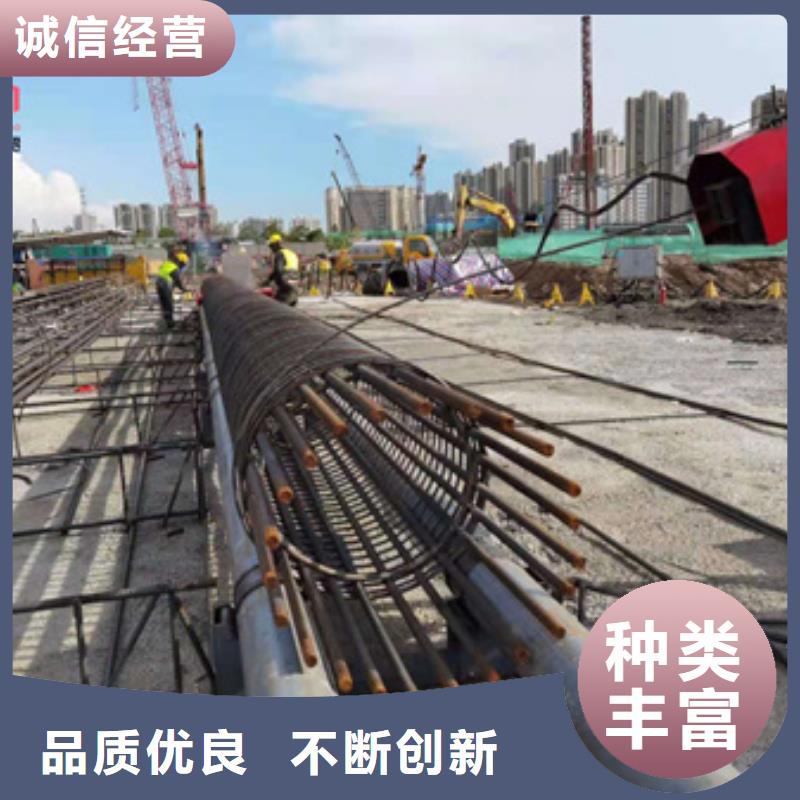
第六步:绕筋机将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。
第三步:钢筋放入量尺确定的胎架上进行切割下料后,转移至套丝区滚丝。滚丝后的钢筋必须经过端头打磨平整后方可进入下一道工序。
第四步:钢筋厂设置的数控钢筋笼成型机,根据设计间距调整主筋位置,箍筋通过在成型机中输入的间距自动盘绕,箍筋与主筋的连接采用二氧化碳气体保护焊按照梅花形进行点焊,减少焊渣,保证连接质量。
第五步:一节钢筋笼制作完成后,下一节钢筋笼在成型机上进行组拼,组拼合格后方可吊离上一节钢筋笼,保证2节钢筋笼的对接精度。
第六步:绕筋机将加工好的钢筋笼运输至钢筋笼存放区,设置楔形马镫固定两侧,防止钢筋笼滚动。


绕筋机一米之内盘筋间距误差可控制在5mm以内;配备二氧化碳保护焊,耗材损耗量少;可生产双盘筋、双主筋高要求钢筋笼产品;流水线作业,每班3人即可正常生产钢筋笼;套筒连接及对焊连接的主筋可直接上设备生产;自动上料,减少工人劳动强度;单段不超过12米,吊装、运输方便;零部件设计寿命长,备件更换简单快捷。
● 钢筋笼骨架的同时由盘拖动向后,盘筋不;
● 钢筋笼直径由相同直径的模板控制,一个工程通常需要 2-7 种模板;
● 主筋间距决定于人工预先在模板上布置的,与主筋根数相同数量的套管间距;
● 配有多组液压支撑装置,防止钢筋笼因自重而;
● 配有多组分料盘,防止生产中主筋错乱;
● 为减轻工人劳动强度和施工形象,链条式主筋自动上料机构和自动焊接机械手可供用户选择不。



