



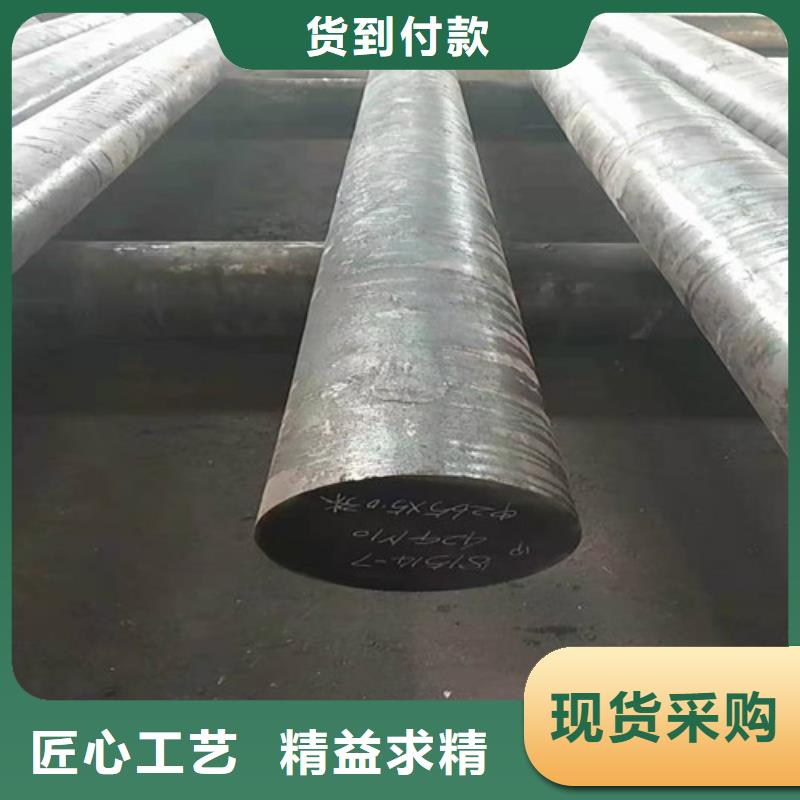
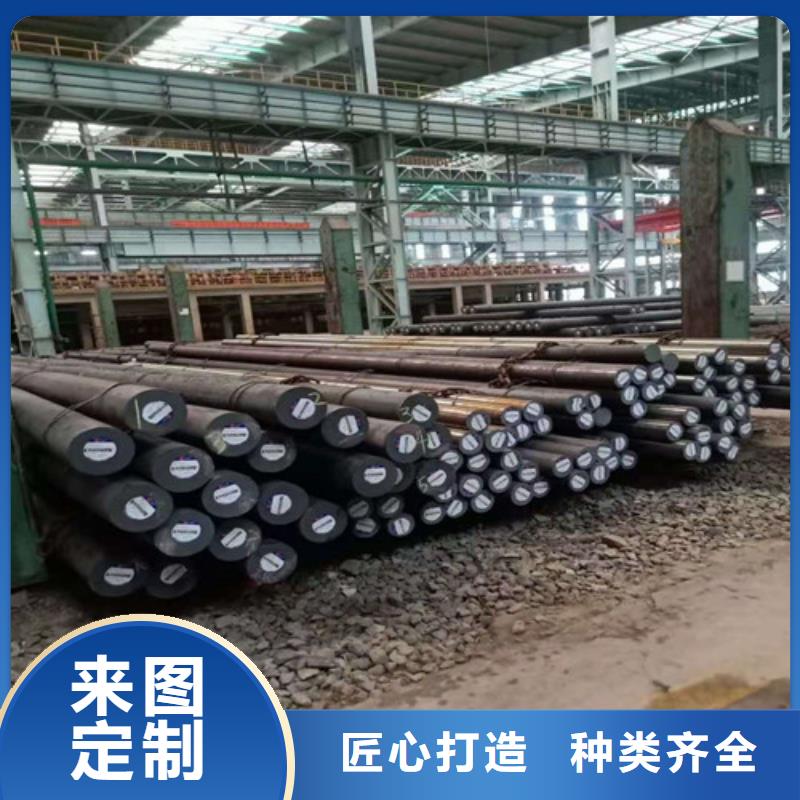

我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让Q235#42*圆钢加工效果好自己向您展示它的卓越品质和出色性能。
以下是:Q235#42*圆钢加工效果好的图文介绍
常用规格的gcr15圆钢生产中已被热推法或其它成形工艺所替代,重复加热gcr15圆钢尺寸偏差小冲压成形gcr15圆钢是早应用于批量生产无缝gcr15圆钢的成形工艺。但在某些规格的gcr15圆钢中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。gcr15圆钢的冲压成形采用与gcr15圆钢外径相等的管坯,使用压力机在模具中直接压制成形。冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使gcr15圆钢成形。与热推工艺相比,冲压成形的外观质量不如前者;冲压gcr15圆钢在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压gcr15圆钢工艺多用于小批量、厚壁gcr15圆钢的制造。冲压gcr15圆钢分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。


圆钢热影响区晶粒与基体的相差不大;焊核区的硬度 为78HB距离焊缝中心越远硬度越低,直至达基体硬度。gcr15圆钢时效态铜铬合金接头基体组织为大小不均的等轴晶,焊核区晶粒细化,分布不均匀;热机影响区晶粒被拉长,具有一定的流向性;热影响区晶粒较基体的略有长大;焊核区的硬度 ,为113HB距离焊缝中心越远硬度越低,热影响区硬度 ,为91HB之后回升到基体硬度。固溶态铜铬合金接头焊核区的电导率 ,为73.3%IA CS距离焊缝中心越远电导率越小;时效态合金焊接接头电导率由基体到焊缝区逐渐减小,焊核区 ,为78.1%IA CS变形区长度随各种调整参数的变化而变化。如:顶杆位置增大则IIVV区减小。高压锅炉管轧辊距离减小整个变形区加长;导板距离增加,二辊斜轧穿孔机上穿孔金属横断面的变形过程是由圆一椭圆一圆的过程。工具形状固定的情况下。



圆钢在生产过程中的工艺规范要求有哪些?
热加工规范:加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。正火规范:正火温度850~900°C,出炉空冷。高温回火规范:回火温度680~700°C,出炉空冷。淬、回火规范:预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。亚温强韧化规范:淬火温度900°C,回火温度560°C,硬度(37±1)。HRC感应淬回火规范:淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。
热加工规范:加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。正火规范:正火温度850~900°C,出炉空冷。高温回火规范:回火温度680~700°C,出炉空冷。淬、回火规范:预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。亚温强韧化规范:淬火温度900°C,回火温度560°C,硬度(37±1)。HRC感应淬回火规范:淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。


圆钢耐蚀性、弯曲加工性能和焊接部位韧性、以及焊接部位的冲压加工性能优良的高强度不锈钢板及其制造方法。再利用含Mo、B等,可以显著提高焊接部位的冲压加工性能。圆钢随着化工工业在我国的发展,双相圆钢的应用越来越广泛,国内双相圆钢每年以10%的速度增长着,在石油,尿素等行业也有很大的发展前途。双相圆钢在性能上的突出表现是具有良好的焊接冷裂纹和热裂纹的敏感性都较小。我国不锈钢的品种少,高技术含量品种几乎是空白,如双相钢、哈氏合金等,一些技术难度大、质量要求高的专用圆钢,如电站锅炉的热交换器管、圆钢化肥装置用尿素管等,还主要依靠进口,一些具有良好耐腐蚀性能的双相圆钢,国内也很少生产,基本依赖进口。



鑫邦源特钢有限公司位于经济开发区钢管城2排5号,公司一直秉承诚信经营,客户至上的理念,公司主营: 福建厦门合金钢管。公司遵循诚信经营,货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。
