


联系我们

当前位置:
聊城 润星电力管材有限公司 >
周口本地今日新闻
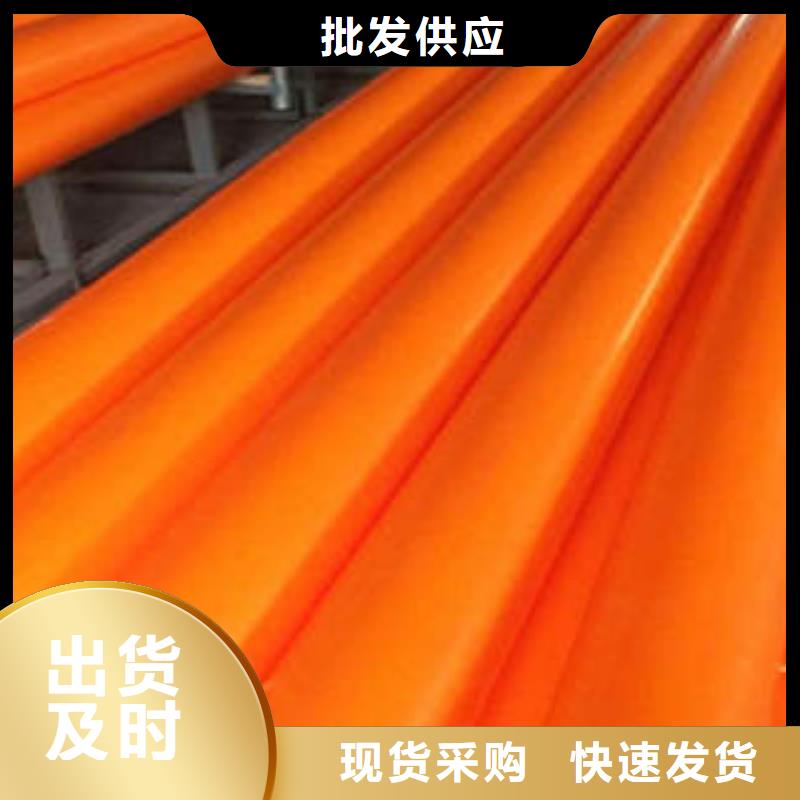
优质MPP电力管质量影响优势
更新时间:2024-11-15 00:23:39 浏览次数:1 公司名称:聊城 润星电力管材有限公司
以下是:优质MPP电力管质量影响优势的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 9 |
| 发货期限 | 含运费 |
| 供货总量 | 8892 |
| 运费说明 | 3天 |
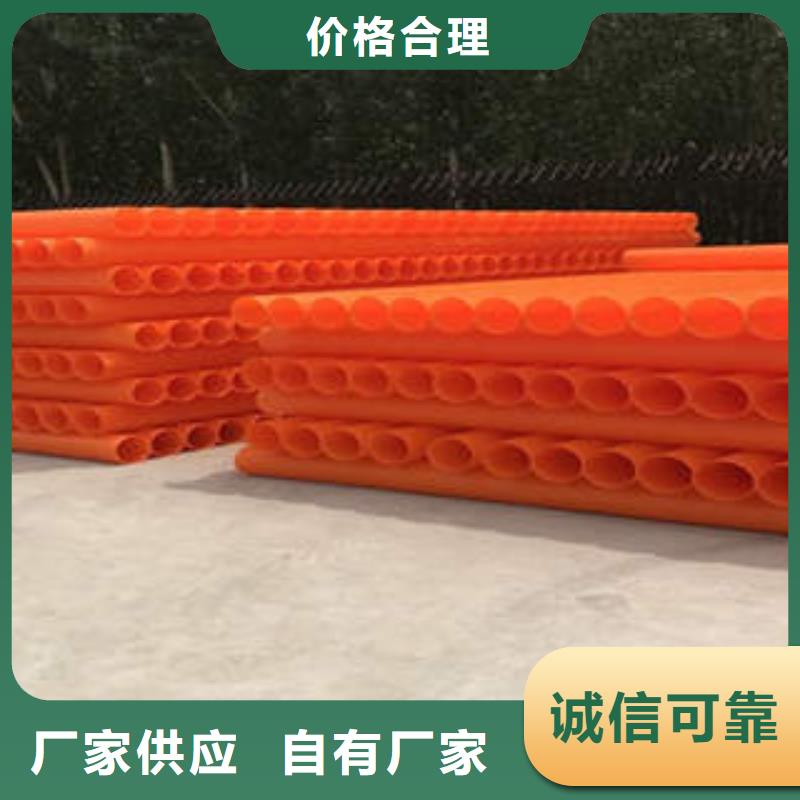
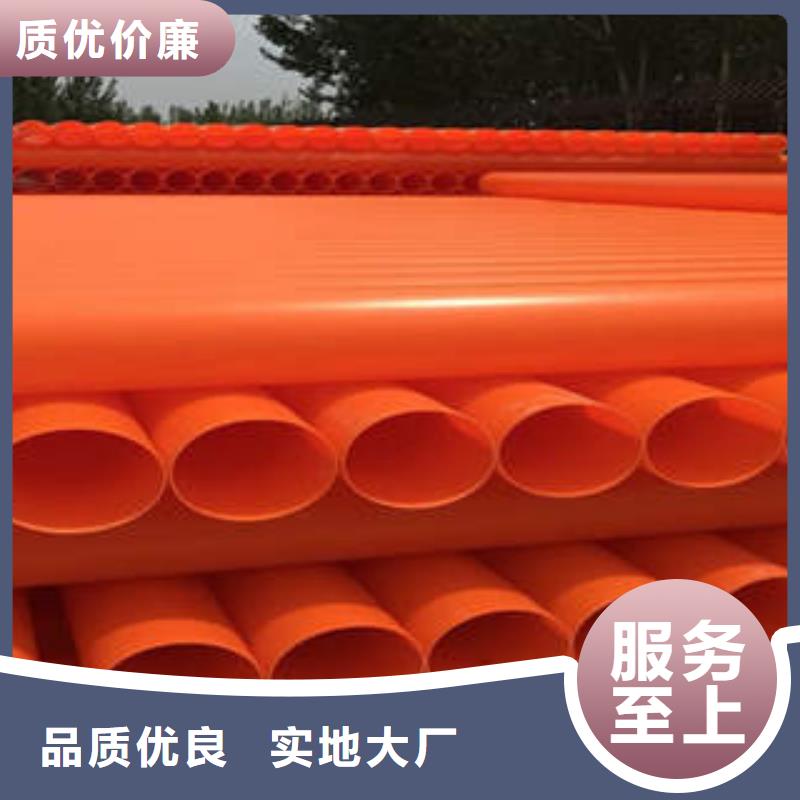
| 颜色 | 橘红 |
| 外观 | 直管 |
| 连接方式 | 热熔对接 |
| 规格 | 50-315 |
| 壁厚 | 3-20 |
| 密度 | 0.91 |
| 环刚度 | 20KPA |
| 维卡温度 | 153 |
| 拉伸强度 | 25MPA |
| 断裂伸长度 | 420 |
| 弯曲强度 | 36MPA |
| 应用领域 | 电力管网 |
| 定长 | 6/9/12 |
以下是:优质MPP电力管质量影响优势的图文视频

优质MPP电力管质量影响优势,润星电力管材有限公司为您提供优质MPP电力管质量影响优势的资讯,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,发货地:聊城塑料管材产业园发货到河南省 周口市 川汇区、扶沟县、西华县、商水县、沈丘县、郸城县、淮阳区、太康县、鹿邑县、项城市。 河南省,周口市 周口是羲皇故都、老子故里,陈楚旧地、临港新城,素有“华夏先驱、九州圣迹”之美誉。三川交汇,坐拥沙颍河通江达海黄金水道,有中原港城之誉,交通四通八达,形成了公路、铁路、水路三位一体的大交通格局。
我们为您呈现的优质MPP电力管质量影响优势产品视频,旨在让您更直观地感受产品的各项功能和特点。请您抽出片刻时间观看
以下是:优质MPP电力管质量影响优势的图文介绍
周口PE钢带增强螺旋波纹管
润星电力管材有限公司
质量三包 品质保障 售后无忧


周口PE钢带增强螺旋波纹管的详细介绍
厂家直销 源头采购

润星电力管材有限公司专门为 河南周口PE钢带增强螺旋波纹管产品提供售前和售后服务,公司秉承“质量是生命,诚信是灵魂,创新是源泉”的经营方针及“诚信经营,用户至上”的经营宗旨,坚持“团结务实、求实创新、开拓进取、与时俱进”的企业精神,为振兴民族工业 河南周口PE钢带增强螺旋波纹管创新品牌的目标而奋勇前进。



并起导向和保护作用。MPP电力管和PVC-C电力管其实是同一种管材,它们的原料以及特性基本一样,就是叫法不一样而已。MPP电力管以PP粉为主要母料。又称作MPP电缆管,其中可分为普通型和加强型。加强型又分为开挖管和非开挖管,MPP非开挖管又称作MPP顶管,MPP托拉管,MPP牵引管。焊接机热熔焊对接,熔接点在200度左右,不能超过220度,当温度达到后,即可两头对接。MPP管在焊接前需要检查焊机的电源,液压油,加热板等是否满足焊接要求,对铣刀和油泵开关进行空车试运行,将与管材规格一致的卡瓦装入机架。温度在225℃,气温在加热前,应用干净的软纸或布蘸酒精擦拭加热板表面,清洁其油污,杂物等,但应注意不要划伤PTFE(聚四氟乙烯)防粘层。
MPP管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值,当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。PE电力管是树脂和各助剂的配比用量要准确。
充分搅拌使各料混合均匀,并利用干燥装置,使原料得到充分干燥,除去水分。保证管材内外壁不产生气泡。螺杆转速是挤出成型工艺中极为重要的工艺参数之一,提高转速,产量增加,剪切速率增大,物料黏度下降,有利于物料的塑化;但转速的提高还需考虑挤出机的塑化能力称熔体压力范围,否则物料流速过快有可能导致物料还未完全塑化就被压人机头,严重影响产品质量;因此,刚开车时螺杆转速调的较低,逐步提高转速。PE电力管机头压力即熔体压力,一般来说,增加机头压力,熔体体积被压缩,分子链堆积紧密,物料黏度增加,流动性减小,挤出产量下降,但挤出产品密实,产品质量提高;如果机头压力过小,成型时管坯易被吸破,力学性能也会下降。真空度是衡量PE管材型坯进入定径套后管材定径好坏的一个重要指标值。
通常真空度越大,管材型坯定径越好,如果真空度小,管材型坯定径不好,管材外径偏小,不圆度偏差大。挤出机工艺温度的高低直接影响成型过程及管材的质量。温度过低、物料塑化不好,成型产品表面粗糙;温度过高,塑料又易与模具、定径套表面黏结,使制品表面有划痕,因此选择适合的加工温度很重要。MPP电力管牵引速度和挤出速度相匹配,过快,容易造成管材管壁拉薄而断裂;过慢则会使壁厚增加或造成管内局部堆积。提高高密度聚乙烯PE给水管材的产品质量应根据制品的用途和要求,在严格、选用原辅材料的基础上,选择合适的成型设备,控制好各个工艺过程,及时有效准确地解决临时出现的故障缺陷。MPP电力管原料的干燥设备有两种,分别为热风干燥机和脱湿干燥机。
MPP管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值,当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。PE电力管是树脂和各助剂的配比用量要准确。
充分搅拌使各料混合均匀,并利用干燥装置,使原料得到充分干燥,除去水分。保证管材内外壁不产生气泡。螺杆转速是挤出成型工艺中极为重要的工艺参数之一,提高转速,产量增加,剪切速率增大,物料黏度下降,有利于物料的塑化;但转速的提高还需考虑挤出机的塑化能力称熔体压力范围,否则物料流速过快有可能导致物料还未完全塑化就被压人机头,严重影响产品质量;因此,刚开车时螺杆转速调的较低,逐步提高转速。PE电力管机头压力即熔体压力,一般来说,增加机头压力,熔体体积被压缩,分子链堆积紧密,物料黏度增加,流动性减小,挤出产量下降,但挤出产品密实,产品质量提高;如果机头压力过小,成型时管坯易被吸破,力学性能也会下降。真空度是衡量PE管材型坯进入定径套后管材定径好坏的一个重要指标值。
通常真空度越大,管材型坯定径越好,如果真空度小,管材型坯定径不好,管材外径偏小,不圆度偏差大。挤出机工艺温度的高低直接影响成型过程及管材的质量。温度过低、物料塑化不好,成型产品表面粗糙;温度过高,塑料又易与模具、定径套表面黏结,使制品表面有划痕,因此选择适合的加工温度很重要。MPP电力管牵引速度和挤出速度相匹配,过快,容易造成管材管壁拉薄而断裂;过慢则会使壁厚增加或造成管内局部堆积。提高高密度聚乙烯PE给水管材的产品质量应根据制品的用途和要求,在严格、选用原辅材料的基础上,选择合适的成型设备,控制好各个工艺过程,及时有效准确地解决临时出现的故障缺陷。MPP电力管原料的干燥设备有两种,分别为热风干燥机和脱湿干燥机。






您是想要在河南省周口市采购高质量的优质MPP电力管质量影响优势产品吗?润星电力管材有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的优质MPP电力管质量影响优势产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王经理-15006359263,QQ:292543758,地址:《塑料管材产业园》。