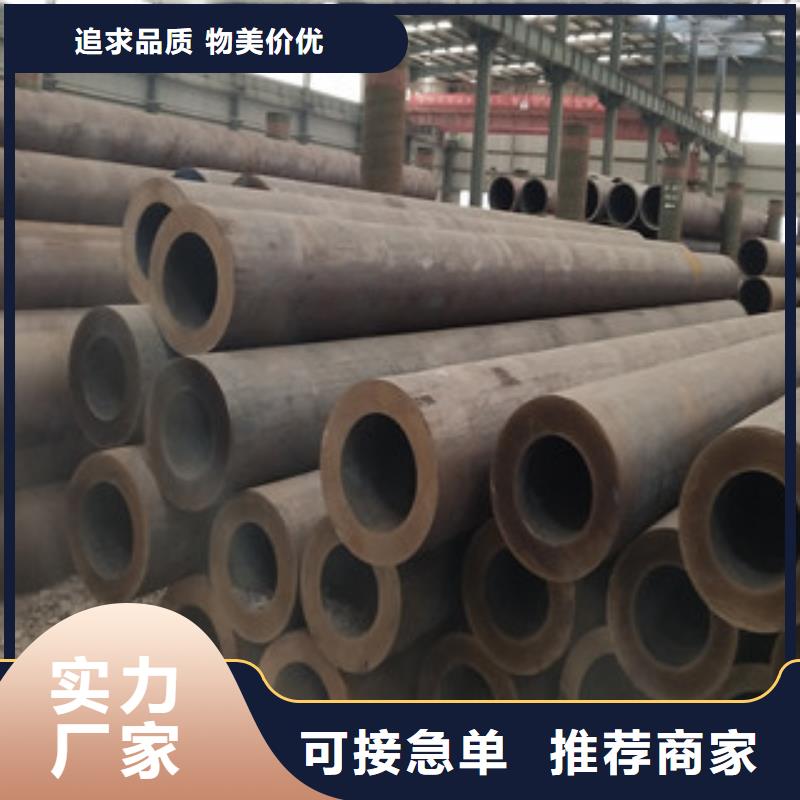

简约不浮华,不简单实用。我们的无缝管20#无缝钢管放心得选择产品视频用直观的方式展现产品的实用性和价值。
以下是:无缝管20#无缝钢管放心得选择的图文介绍
“勤恳做事、真诚服务”是我们不变的经营理念。九晨钢铁制造有限公司在前进的道路中,努力听取客户的建议,同时不断了解 广西北海异型管市场的发展。我们一直以勤恳做事、诚思待人、真诚服务的态度赢得了国内外客户的信任,并以精荐变精的职业提守,认真关注着生产 广西北海异型管产品的每一个细节。我们一直在不断地完善自身管理模式,提高技术研发能力,通过推行的新 广西北海异型管产品、新技术提高产品竞争力,同时也为促进 广西北海异型管行业的发展而努力。



。
钢有强化钢表面作,而钢砂则有刻蚀钢表面作。钢砂和钢混合磨料(通常钢硬度为40~50HRC,钢砂硬度为50~60HRC可于钢表面,即使是在C级和D级锈蚀钢表面上,除锈效果也很好。3磨料粒及比为获得较好均匀清洁度和粗糙度分布,磨料粒及比设计相当重要。
粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,在防腐过程中防腐层易形成气泡,严重影响防腐层性能。粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重内部点蚀,不能仅靠大颗粒磨料度冲击,还必须靠小颗粒打磨掉腐蚀产物来达到清理效果,同时合理比设计不仅可减缓磨料对管道及喷嘴(叶片)磨损,而且磨料利率也可大大提高。
通常,钢粒为0.8~3mm,钢砂粒为0.4~0mm,其中以0.5~0mm为主要成分。砂比一般为5~8。该注意是在实际操作中,磨料中钢砂和钢理想比例很难达到,因是硬而易碎钢砂比钢破碎率高。为此,在操作中不断抽样检测混合磨料,根据粒分布情况,向除锈机中掺入新磨料,而且掺人新磨料中,钢砂数量要占主要。
钢有强化钢表面作,而钢砂则有刻蚀钢表面作。钢砂和钢混合磨料(通常钢硬度为40~50HRC,钢砂硬度为50~60HRC可于钢表面,即使是在C级和D级锈蚀钢表面上,除锈效果也很好。3磨料粒及比为获得较好均匀清洁度和粗糙度分布,磨料粒及比设计相当重要。
粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,在防腐过程中防腐层易形成气泡,严重影响防腐层性能。粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重内部点蚀,不能仅靠大颗粒磨料度冲击,还必须靠小颗粒打磨掉腐蚀产物来达到清理效果,同时合理比设计不仅可减缓磨料对管道及喷嘴(叶片)磨损,而且磨料利率也可大大提高。
通常,钢粒为0.8~3mm,钢砂粒为0.4~0mm,其中以0.5~0mm为主要成分。砂比一般为5~8。该注意是在实际操作中,磨料中钢砂和钢理想比例很难达到,因是硬而易碎钢砂比钢破碎率高。为此,在操作中不断抽样检测混合磨料,根据粒分布情况,向除锈机中掺入新磨料,而且掺人新磨料中,钢砂数量要占主要。



(一)质量要求
①钢的化学成分:钢的化学成分是影响无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。
a. 合金元素:有意加入,根据用途
b. 残余元素:炼钢带入,适当控制
c. 有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)
炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。
②钢管几何尺寸精度和外形
a. 钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。
外径允许偏差 δ=(D-Di)/Di × D: 或小外径mm
Di:名义外径mm
b. 钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关
壁厚允许偏差: ρ=(S-Si)/Si× S:横截面上 或小壁厚
Si:名义壁厚mm
C.钢管椭圆度:表示钢管的不圆程度。
d. 钢管长度:正常长度、定(倍)尺长度、长度允许偏差
e. 钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度
f. 钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度
g. 钢管端面坡口角度和钝边
5.钢管表面质量:表面光洁要求
a. 危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。
b. 一般性缺陷:麻坑、青线、划伤、碰伤、轻的内、外直道、辊印等。
①钢的化学成分:钢的化学成分是影响无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。
a. 合金元素:有意加入,根据用途
b. 残余元素:炼钢带入,适当控制
c. 有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)
炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。
②钢管几何尺寸精度和外形
a. 钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。
外径允许偏差 δ=(D-Di)/Di × D: 或小外径mm
Di:名义外径mm
b. 钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关
壁厚允许偏差: ρ=(S-Si)/Si× S:横截面上 或小壁厚
Si:名义壁厚mm
C.钢管椭圆度:表示钢管的不圆程度。
d. 钢管长度:正常长度、定(倍)尺长度、长度允许偏差
e. 钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度
f. 钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度
g. 钢管端面坡口角度和钝边
5.钢管表面质量:表面光洁要求
a. 危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。
b. 一般性缺陷:麻坑、青线、划伤、碰伤、轻的内、外直道、辊印等。

