以下是:PE燃气管_MPP电力管厂家直销售后完善的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
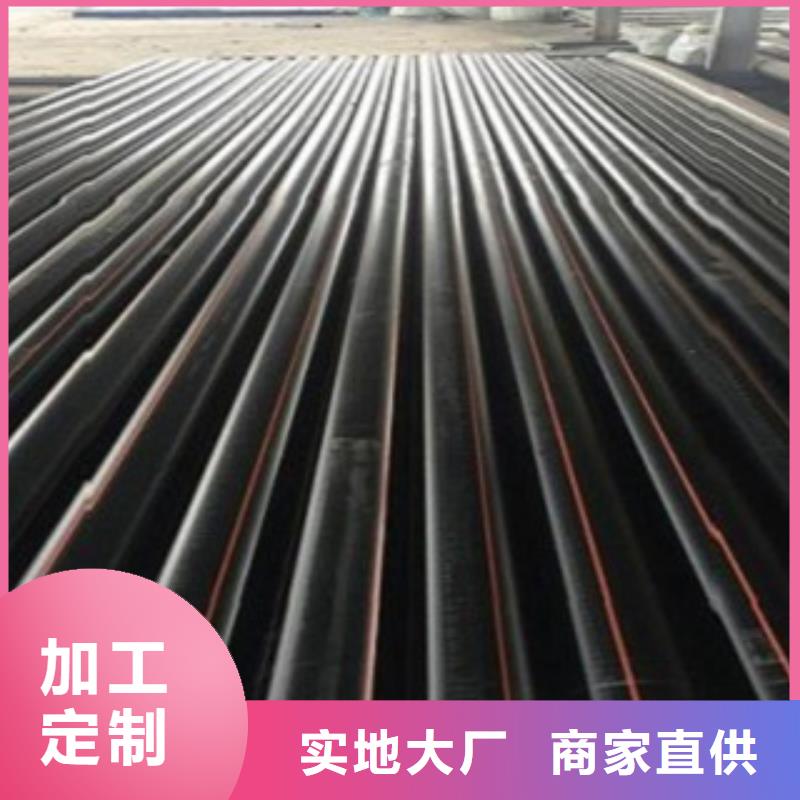
| 颜色 | 黑色橙条 |
|---|
| 口径 | 20-630 |
|---|
| 原料 | 北欧化工3490 |
|---|
| 外观 | 直管 |
|---|
| 定长 | 6/9/12 |
|---|
| 压力 | 1.0MPA |
|---|
| 连接方式 | 热熔对接 |
|---|
| 敷设方法 | 埋地 |
|---|
| 应用领域 | 燃气工程 |
|---|
| 规格 | SDR17.6/SDR11 |
|---|
以下是:PE燃气管_MPP电力管厂家直销售后完善的图文视频
PE燃气管_MPP电力管厂家直销售后完善,润星电力管材有限公司为您提供PE燃气管_MPP电力管厂家直销售后完善产品案例,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,发货地:聊城塑料管材产业园发货到广东省 江门市 蓬江区、江海区、新会区、台山市、开平市、鹤山市、恩平市。 广东省,江门市 江门是重要的广府人聚集地之一,亦是广府文化的代表城市之一江门旅游资源丰富,拥有世界文化遗产开平碉楼与古村落,让大文豪巴金先生为之陶醉的小鸟天堂,森林公园圭峰山,入选广东省“十大美丽海岛”的上下川岛,“中国历史文化名镇”赤坎古镇,岭南乃至全国难得一见的古劳水乡等。2022年,江门市实现地区生产总值为3773.41亿元,比上年增长3.3%。
我们的PE燃气管_MPP电力管厂家直销售后完善视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:PE燃气管_MPP电力管厂家直销售后完善的图文介绍
润星电力管材有限公司凭借雄厚的 广东江门PE钢带增强螺旋波纹管技术实力,精湛的 广东江门PE钢带增强螺旋波纹管工艺,过硬的 广东江门PE钢带增强螺旋波纹管产品质量,完善的服务体系,成为 广东江门PE钢带增强螺旋波纹管行业中深受客户欢迎和信赖的公司。坚信重质量,讲信誉,优服务的经营理念,真诚地与各界朋友携手共进,创造美好未来!


“煤改气”一直是社会各界热议的话题。近年来,关于“煤改气”必要性的问题众说纷纭,甚至有人提出“煤改气”不仅不能解决空气污染,甚至会加重雾霾,事实究竟如何?PE燃气管所示的压力均表示为公称压力,用Mpa表示,1Mpa≈10kgf/cm2即管材在20℃条件下,输送介质的工作压力,但随着介质的温度的升高(不得输送>50℃的介质)工作压力随之减小,这从客观上在选择给水管道须考虑足够的压力的系数。受“经济性”问题困扰,我国多数地区“煤改气”的推进依赖环保政策,市场内生动力不强,而近期市场情况似乎有所改变。就相关问题,笔者进行了进一步的探讨。PE燃气管施工简易:管道连接施工迅速容易,施工工程费低廉。
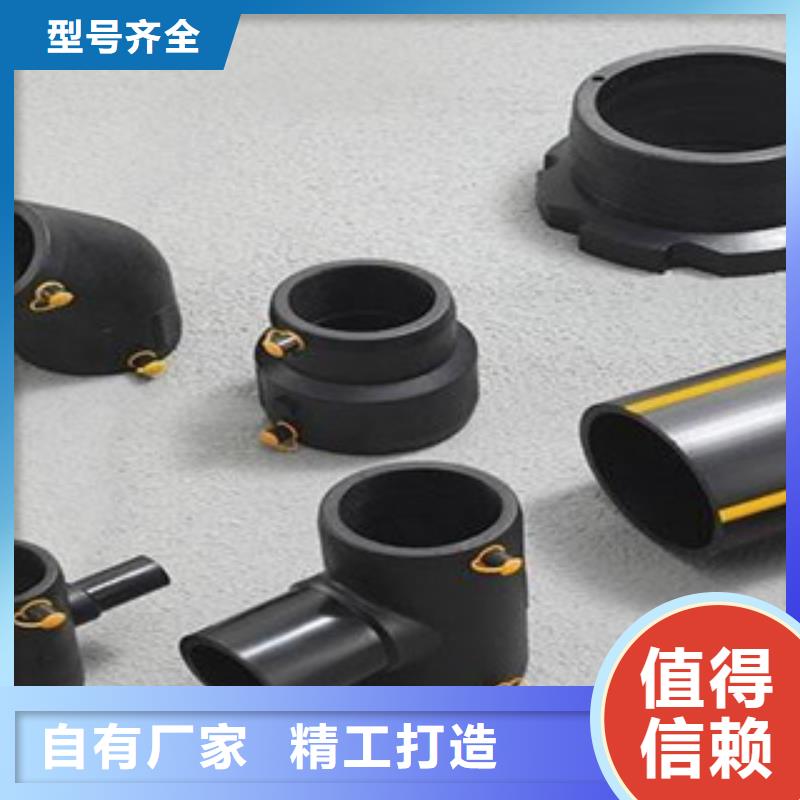
PE燃气管材料属聚烯烃类高分子化合物,其分子由碳、氢元素组成,无有害元素,卫生可靠。在加工、使用及废弃过程中,不会对人体及环境造成不利影响,是绿色建材。PE燃气管材不仅韧性、挠性好,而且焊接性能,管道连接过程中施焊效果可靠,造价低。同时具有良好的气密性、耐腐蚀性和良好的抵抗裂纹快速传递能力,因而广泛用于市政、石油、化工、燃气等建设领域。PE燃气管材的应用是2004年科技成果推广项目。公司近年来开展对PE燃气管热熔焊接技术进行研究,研究成果成功地用于珠三角地区的燃气工程,取得了较好的经济效益和社会效益。PE燃气管焊接工艺流程先进,可实现全自动、半自动施工。PE燃气管接头连接牢固可靠,施工技术先进,设备操作简单,劳动强度低。
PE燃气管施工过程中无需配备较多的施工机具,节约成本,机动灵活。本工法可用于市政建设给排水、燃气管道安装以及石油、化工、水处理等领域适用于管径大于110mm,小于425mm的管道施工(一般不允许不同材质的PE燃气管直接对接)。PE燃气管热熔焊焊接是利用加热工具将管道或管件端面加热到210℃左右,在可控压力下持续一定时间,使两端面熔合为一体,形成符合质量要求的管道焊接接头。PE燃气管的焊接施工可以在管沟边进行也可以在管沟内进行,无论采取哪种方式都应将热熔焊机机架安置平稳。PE燃气管施工工艺流程:管道、管件的验收→焊接准备→连接部位端部铣平和同轴度校对→测量拖拉力→在可控压力下焊接→管道吹扫→试压。PE燃气管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件。
热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。主要依据:设计图纸、现行《燃气工程用埋地聚乙烯管材》GB/T15558.GB/T15558.2技术标准;《聚乙烯燃气管道工程技术》CJJ63技术标准。PE燃气管焊接准备,检查焊接机状况是否满足工作要求,检查机具各个部位的紧固件有无脱落或松动。检查机电线路连接是否正确、可靠,检查液压箱内液压油是否充足,确认电源与机具输入要求是否相匹配。加热板是否符合要求(涂层是否损伤),铣刀和油泵开关是否正常等,用干净的布两管端部的污物。将管材置于机架卡瓦内,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。



农村天然气公司考虑到民生工程的重要性,故正在对该区域进行安装规划,每户安装费用5600元,按照自愿的原则进行安装,目前未进行施工。PE燃气管热熔连接施工方法,PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家热熔连接前后,连接工具加热板的两个加热面上的污物应用洁净纱布擦净,以防影响热效率和接头质量。PE燃气管连接时的加热时间、加热温度、保压压力、冷却时间应符合PE燃气管厂家管材、管件生产厂家的规定。保压冷却期间不得对PE燃气管移动和施加外力,否则会使还没有达到 耐压强度的接头不能形成均匀的凸缘,影响接头均匀受压。对接两端要销铣,使两端面的垂直接合良好,保证不错边,否则接触面积减少,强度减弱。
PE燃气管工程造价既包括建设PE燃气管工程的投资费用,还包括建设PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家工程的价格。而PE燃气管工程安装的成本控制在整个燃气工程建设中都起着举足轻重的作用,一项燃气工程是否能够成功地实现成本控制,能否获得良好的经济效益,既有观方面的原因,也有宏观层面的因素。所以说PE燃气管网建设工程的造价管理是全过程和多方位的。世界上经济发达 从上世纪40年代末已开始研究聚乙烯PE燃气管,并应用在燃气工程中。
从60年代起相继在燃气输配系统中应用PE燃气管;且使用比例逐步扩大。如英国对PE燃气管的使用量以1968年是用天然气为转折点,使用量急剧增加,在1979年埋设的燃气管中,PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家聚乙烯管道已占80%。美国在1983年埋设的燃气管道中聚乙烯管道占到了88.6%。目前,国际上欧、美、日等发达 和地区已全部采用聚乙烯燃气管道。我国虽然在燃气用埋地聚乙烯管道行业中起步较晚,但有着强劲的发展势头。1982年上海 次对聚乙烯燃气管道进入了试用阶段。为了使PE燃气管研究工作受到重视并顺利进行, 科委1987年把“聚乙烯燃气管专用料研制和加工应用技术”开发列为 “七五”攻关项目。从专用原料管材、管件的加工到工程应用到标准规范制定进行了系统研究并取得了丰硕的成果。1995年, 技术监督局、建设部分别颁发了PE燃气管材、管件的 标准和工程技术的行业规程,标志着我国对聚乙烯燃气管道的应用走上了规范化的道路。



PE管、PE管件应根据施工要求选用配套的等径、异径弯头和三通等管件。热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。夹紧PE管材:用干净的布两管端部的污物。将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短。管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架。
切屑厚度应为0.5~1.0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端面平整、光洁。对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下进行。冷却:由于塑料材料导热性差,冷却速度相应缓慢。焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行。
将焊机各部件电源接通,电源应接地,同时应保证加热板表面清洁、没有划伤。将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。将待焊管材(管件)夹紧,固定在机架上,熔接大口径管时, 能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。启动铣刀,闭合夹具,对管子(管件)的端面进行切削。
当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,再打开夹具, 关闭铣刀的顺序进行。取下铣刀,闭合夹具,检查管子两端的间隙。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。检查PE管的同轴度。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。检查加热板的温度是否适宜,加热板的红指示灯应表现为亮或闪烁。从加热板上的 次灯亮起后, 再等10min使用,以使整个加热板的温度均匀。测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。



供水公司选用聚乙烯管取代带衬铸铁管,极大地降低了工程造价。贵州省六盘水市供水总公司荷成花园供水工程,原设计采用铸铁管,dn600mm1400mm,dn200mm3200m;计划工程造价370万元。后来市政设计院改选给水用聚乙烯管,由于摩阻小。经过流量计算采用PN0.6MPa,dn500mmPE 1400mm;PN0.6MPa,dn200mmPE管3200m。该工程于二00一年年底完工,总造价未超过300万元。其中:工程安装费包括土建、运输等在内。从42元/米降到18元/米,而且减轻了安装工作强度,缩短了工期。
武汉东西湖自来水公司采用HDPE燃气管解决跨湖过港和穿越渔塘供水。 湖北省武汉市东西湖区是一个湖泊、河流、塘堰星罗棋布的开发区,给水网铺设难度较大。二00一年十一月,东西湖自来水公司要解决牛楠湖南岸小区供水问题,如果用传统水泥管或球墨铸铁管,一种办法是抽干湖,开沟500铺设过湖;一种是沿湖岸迂回铺设到岸,多用管道至少1000。 该水公司采用DN400聚乙烯管在南岸岸边接头,利用汽油桶将管道引至岸,试压后加水 配重块将管道沉入湖底,施工十分方便快捷,还节省了费用。
HDPE燃气管用专用加热工具加热连接部位,使其熔融后,施压连接成一体的连接方式。直径小于63mm的管材,不使用。热熔焊机温度控制要,焊接加热时间、温度、压力以及保压、冷却时间要符合规定,保压、冷却期间不得在连接件上施加外力。清理油路接头,正确连接焊机各部件,测量电源、电压,确认电压符合焊机要求;检查清洁加热板;按照焊接工艺正确设置参数。将PE管置于焊接支架中垫平,调整同心度,校正管材不圆度,并且画出足够的焊接距离。切削端面,将铣刀放于两端面之间,启动铣刀,通过液压驱动移动架,至出现连续切削片时打开端面,端面要求整洁平行,对接端面间隙小于0.3mm,错边量小于焊接壁厚的10%。
将加热板放入焊接端面之间,在规定焊接压力下,当加热板两侧焊接处园卷边凸起高度达到规定值时,卸压,开始吸热计时。达到规定时间迅速抽出加热板,立即贴合焊接端面,达到焊接压力到冷却时间后,卸压卸下夹具取出PE管道即可。HDPE燃气管机械式连接:由金属材料或高强度塑料制成的管件,用专用工具通过机械紧固和密封,使管件与管材紧密连接的连接方式。
PE燃气管_MPP电力管厂家直销售后完善_润星电力管材有限公司,固定电话:15006359263,移动电话:15006359263,联系人:王经理,QQ:292543758,塑料管材产业园 发货到 广东省江门市。