





为了展现厚壁钢管_零切钢管货真价实产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:厚壁钢管_零切钢管货真价实的图文介绍

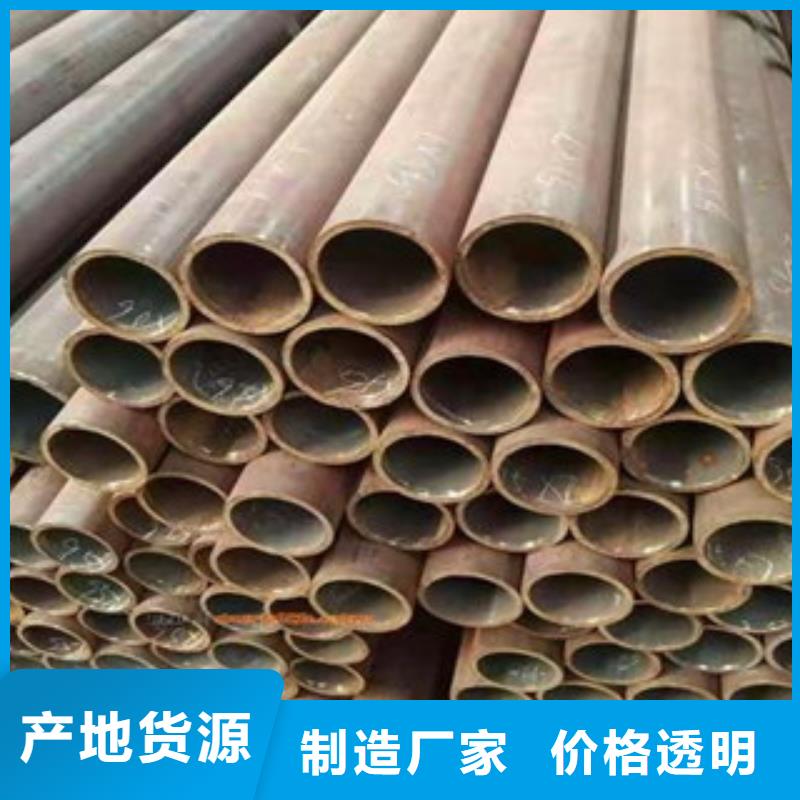
无缝钢管如今运用的领域真的是很广泛的,比方在修建方面,运输方面等等,之所以无缝钢管能够这样被很多的运用,一定是有钢管自身的长处以及优点。比起曾经运用的那种一般钢管,无缝钢管采用了一系列的高科技的制造技术,然后才有了无缝钢管过硬的质量。
对于焊管大家都很熟悉。今天给大家介绍无缝钢管和焊管的区别到底在哪里?
首先:主要的就是他们的成型工艺不同。普通的钢管,比如自来水水管,一般是通过将平板材经折弯后焊接起来的,这种工艺比较简单粗糙,成品加工后可以在上面发现一条焊缝。而无缝钢管一般是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸等处理工艺成型,在这种工艺下就没有焊缝。
在性能上,无缝钢管在承压能力上较普通钢管有很大提高,所以经常被用于高压设备使用。如液压设备的管路连接等。而普通钢管的焊缝部位是其薄弱环节,焊缝质量也是影响其整体性能的主要因素。
对于焊管大家都很熟悉。今天给大家介绍无缝钢管和焊管的区别到底在哪里?
首先:主要的就是他们的成型工艺不同。普通的钢管,比如自来水水管,一般是通过将平板材经折弯后焊接起来的,这种工艺比较简单粗糙,成品加工后可以在上面发现一条焊缝。而无缝钢管一般是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸等处理工艺成型,在这种工艺下就没有焊缝。
在性能上,无缝钢管在承压能力上较普通钢管有很大提高,所以经常被用于高压设备使用。如液压设备的管路连接等。而普通钢管的焊缝部位是其薄弱环节,焊缝质量也是影响其整体性能的主要因素。


精密光亮管除锈是管道防腐的理想除锈方式吗
精密光亮管喷射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。因此,喷精密光亮管射除锈是管道防腐的理想除锈方式。一般而言,喷丸(砂)除锈主要用于管子内表面处理,抛丸(砂)除锈主要用于管子外表面处理。精密光亮管采用喷射除锈应注意以下五点事项:
(一)磨料的粒径及配比
为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄。同时由于锚纹太深,在防腐过程中精密光亮管防腐层易形成气泡,严重影响防腐层的性能。粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重的内部点蚀,不能仅靠大颗粒磨料高强度冲击,还必须靠小颗粒打磨掉腐蚀产物来达到清理效果,同时合理的配比设计不仅可减缓磨料对管道及喷嘴(叶片)的磨损,而且磨料的利用率也可大大提高。
通常钢丸的粒径为0.8-1.3mm,钢砂粒径为0.4-1.0mm,其中以0.5-1.0mm为主要成分,而砂丸比一般为5-8。应该注意的是在实际操作中,磨料中钢砂和钢丸的理想比例很难达到,原因是硬而易碎的钢砂比钢丸的破碎率高。为此在操作中应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。
(二)清洗和预热
在喷射处理前,采用清洗的方法除去精密光亮管表面的油脂和积垢,采用加热炉对管体预热至40-60℃,使精密光亮管表面保持干燥状态。在喷射处理时,由于精密光亮管表面不含油脂等污垢,可增强除锈的效果,干燥的表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的精密光亮管表面更加洁净。
(三)除锈等级
对于精密光亮管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求表面达到近白级。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40-100μm,充分满足防腐层与精密光亮管的附着力要求,而喷射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级技术条件。
(四)除锈速度
精密光亮管的除锈速度取决于磨料的类型和磨料的排量,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。
目前我国精密焊管有关标准
目前我国精密焊管有关标准GB/T13793-92直缝电焊钢管、GB/T14291-93矿用流体输送电焊钢管、GB/T13792-92带式输送机托辊电焊钢管、GB/T12770-2002机械结构用不锈钢焊接钢管、YB4028-91深井水泵用电焊钢管、YB/T4112-2002结构用高强度耐候焊接钢管、YB/T5209-2000传动轴用电焊钢管、YB/T171-2000复杂断面异型钢管、JH/TA02-2000钢质通用集装箱方(矩)形焊接钢管等。
精密光亮管喷射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。因此,喷精密光亮管射除锈是管道防腐的理想除锈方式。一般而言,喷丸(砂)除锈主要用于管子内表面处理,抛丸(砂)除锈主要用于管子外表面处理。精密光亮管采用喷射除锈应注意以下五点事项:
(一)磨料的粒径及配比
为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄。同时由于锚纹太深,在防腐过程中精密光亮管防腐层易形成气泡,严重影响防腐层的性能。粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重的内部点蚀,不能仅靠大颗粒磨料高强度冲击,还必须靠小颗粒打磨掉腐蚀产物来达到清理效果,同时合理的配比设计不仅可减缓磨料对管道及喷嘴(叶片)的磨损,而且磨料的利用率也可大大提高。
通常钢丸的粒径为0.8-1.3mm,钢砂粒径为0.4-1.0mm,其中以0.5-1.0mm为主要成分,而砂丸比一般为5-8。应该注意的是在实际操作中,磨料中钢砂和钢丸的理想比例很难达到,原因是硬而易碎的钢砂比钢丸的破碎率高。为此在操作中应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。
(二)清洗和预热
在喷射处理前,采用清洗的方法除去精密光亮管表面的油脂和积垢,采用加热炉对管体预热至40-60℃,使精密光亮管表面保持干燥状态。在喷射处理时,由于精密光亮管表面不含油脂等污垢,可增强除锈的效果,干燥的表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的精密光亮管表面更加洁净。
(三)除锈等级
对于精密光亮管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求表面达到近白级。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40-100μm,充分满足防腐层与精密光亮管的附着力要求,而喷射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级技术条件。
(四)除锈速度
精密光亮管的除锈速度取决于磨料的类型和磨料的排量,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。
目前我国精密焊管有关标准
目前我国精密焊管有关标准GB/T13793-92直缝电焊钢管、GB/T14291-93矿用流体输送电焊钢管、GB/T13792-92带式输送机托辊电焊钢管、GB/T12770-2002机械结构用不锈钢焊接钢管、YB4028-91深井水泵用电焊钢管、YB/T4112-2002结构用高强度耐候焊接钢管、YB/T5209-2000传动轴用电焊钢管、YB/T171-2000复杂断面异型钢管、JH/TA02-2000钢质通用集装箱方(矩)形焊接钢管等。



多年来亚电物资有限公司生产的 广东河源GR15轴承专用管凭借优越的品质与周到的服务力拙群雄,赢得了来自全国各地无数的称赞,也赢得了无数忠实的客户。
品质铸就品牌,创新赢取未来”的经营理念表达了我们对品质与创新的不懈追求。 “以市场为导向,以人才为纽带,以资本为后盾,以品牌为目标”的发展战略预示着美好明天。
热诚欢迎广大客户与我们携手,共创辉煌!



