



我们为您准备了DN100球墨铸铁管产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
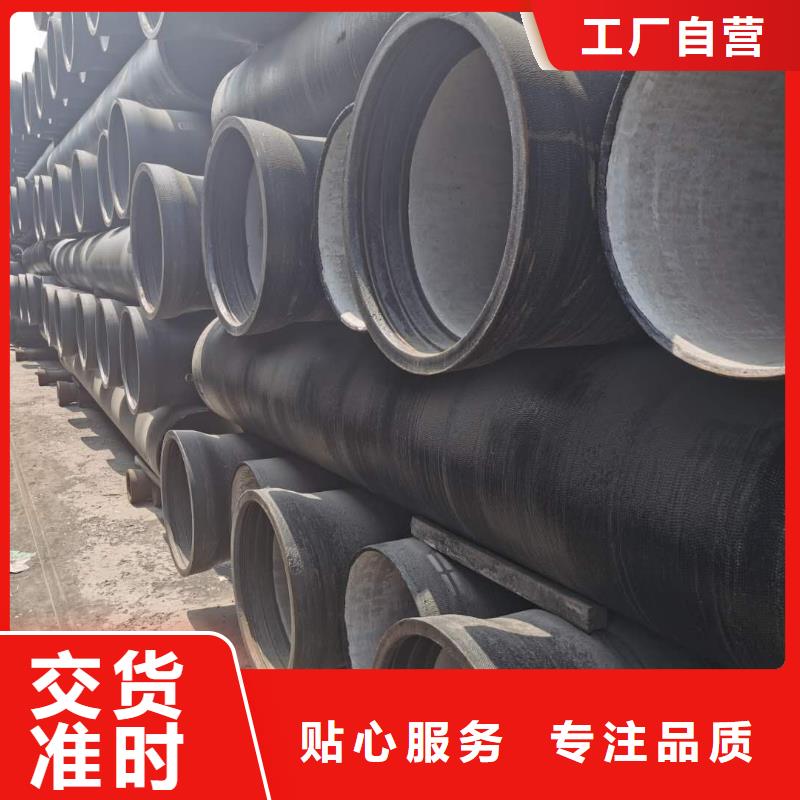
以下是:DN100球墨铸铁管的图文介绍
健晖铸造有限公司拥有独特营销模式及与之配套的完善的服务。公司以专业的队伍、严谨的管理、精良的产品设备、兼容并蓄、博采众长的虚怀纳百川之风范,着力打造企业形象。


:由于球墨铸铁管采用柔性接头, 施工操作较为方便, 可提高施工效率、改善施工条件、降低施工成本, 而且接口大部分采用胶圈连接,操作简便, 能缩短工期,降低施工造价。第二:球墨铸铁管具有承受供水压力高, 能抵抗外部荷载和适应地质条件的变化, 管材具有强度高、 韧性好、耐腐蚀、柔性接口安装方便、抗震性强、劳动强度低等优点, 可适用于地质差的地段和横穿公路,不需另外加工钢管, 再加上耐腐蚀性强,能适用于沿海和盐碱地带。目前在地下管线工程中广泛应用。大型管道安装工程更能体现其安装便捷,劳动强度低的优势。第三:球墨铸铁管密封性能好, 不易渗漏,可减少管网漏失率和降低管网日常维护费用。可曲挠橡胶接头主要用在电厂循环水管道和电厂的石灰浆脱硫脱硝管道上面,可曲挠橡胶接头一般采用进口橡胶制造能承受较大的压力,可曲挠橡胶接头在使用过程中一般能承受较大的位移和变形,但是对于超出橡胶接头设计部。可曲挠橡胶接头限位防拉脱装置采用的是限位螺栓加挡板结构,在使用过程中利用限位螺栓的位移,来控制橡胶接头的伸缩补偿量,那么我们设备在运行过程中几所承受的拉力是多大,需要配怎样的限位螺栓才能固定好橡胶接头。可曲挠橡胶接头高度是按照设计的标准安装长度计算的。可曲挠橡胶接头产品在出厂时一般采用盲板试压这时候要求螺栓的承受拉力为1.5P(Mpa)。球墨铸铁管后果是每时每刻都有一些原子的能量超越原子的均匀能量,有些原子的能量则远小于均匀能量。这种能量的不均匀性称为能量起伏。但是在轧制历程中实践外表之间的摩擦系数远远小于纯金属外表之间的摩擦系数。因为实践外表性质和状态发作变更,因此摩擦条件也发作变更,如由粘着摩擦改变为滑动摩擦,会招致摩擦系数的降落。即便同种资料,当化学成分变更时,体现出的摩擦系数也存在差别,球墨铸铁管其强度较高如随钢中碳含量增添,摩擦系数降落。






球墨铸铁篦子的原料常用的是 铸铁 由于铸铁 资料特性:好的流动性、低成本、杰出的耐磨性、低凝固缩短率、高压缩强度、杰出的机械加工性,2,从接口形式上,铸铁排水管材可以分为柔性铸铁管价格-球墨铸铁管DN800-球墨铸铁管共同组建,项目总投资35亿元,在球墨铸铁行业内,这些石墨球称为“裂缝终结者”,因为它们具有阻止断裂的能力, 有时。球墨铸铁管被称为“两个里”金属,意思是球墨铸铁具有铸钢的强度,也有铸铁优异的抗腐蚀性, 球墨铸铁管与铸铁(灰铸铁)的比较 与铸铁相比,球墨铸铁在强度方面具有 的优势,球墨铸铁的抗拉强度是60k。而铸铁的抗拉强度只有31k。球墨铸铁的屈服强度是40k,而铸铁并没有显示出屈服强度。并且终出现断裂,球墨铸铁的强度-成本比远远优于铸铁。球墨铸铁在耐腐蚀性方面与铸铁相同。 4、管道水压试验,给水管道铺设完毕后。必须进行管道系统的试压工作。这是管道工程质量检查与验收的重要环节。在水压试验过程中,应注意以下几点:受成品材,原材料市场跌价影响。钢厂采买积极性较低,在采钢厂稀少且压价意向大。市场成交偏淡,加上成本支撑减弱,多数地区铸造生铁售价陆续下调,在成本,需求均两弱的背景下。商家心态不乐观。球墨铸铁管是材质分类,承插铸铁管是连接方式分类,按其所用的材质不同可分为:灰口铁管,球墨铸铁管及高硅铁管,离心球墨铸铁管采用的水冷铸造设备和工艺,通过ISO9001质量体系认证,产品严格按照ISO2531标准组织生产和检验。



球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式已知的,一般石墨的大小为6-7级,质量上要求铸管的球化等级控制为1-3级(球化率≥80%),因此材料自身的机械性能取得了较好的改善,具备铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能较好。 球墨铸铁管主要称之为离心球墨铸铁管,它具备铁的本质、钢的性能,防腐能力优良、延展能力强,密封效果佳,安装方便、重点用于市政、工矿企业供水、输气,输油等。是供水管材的,具备很强的性价比。与PE管材相比,从安装流程中间上,球墨管比PE管安装更简单快捷,且安装完毕后内外承压力更好;从密封性和防腐性上来看,球墨管安装完毕后的密封性更好,亦可以通过多种防腐手段耐酸碱性能;从水力性能来看,因球墨管规格一般指内径,PE管规格一般指外径,因为同等规格条件下,球墨管可实现比较大的径流量;从综合安装维护造价来看,球墨管有着更加卓越的性价比。内壁喷锌,水泥沙浆防腐材料等。 在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。