




为了让您更地了解我们的【弯管】_中频弯管详细参数,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:【弯管】_中频弯管详细参数的图文介绍


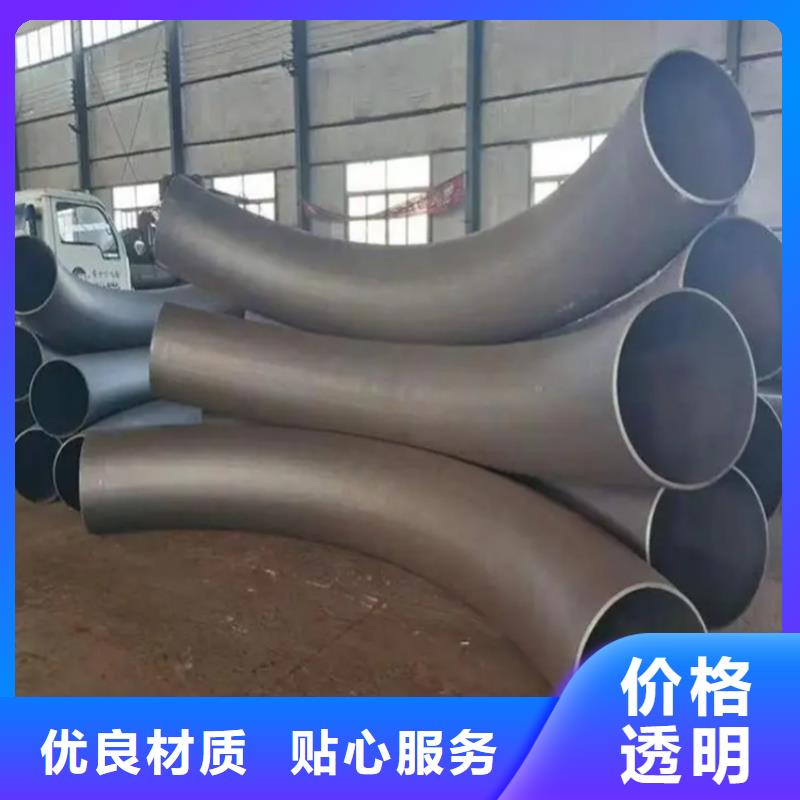
弯头的分类你了解多少呢,众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。 弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。 用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。 弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。 冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。 在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。 有两种生产方法: 一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。 另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。 根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。 弯管生产的技术要求: 需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。



航萧管件有限公司坚持“以科技为依托,以市场为导向,以质量求生存,以信誉求发展”的一贯宗旨,将质量品牌作为强大实力后盾,始终为客户提供的 四川雅安中频弯管产品和服务,坚持“以人为本”的发展理念,自主培养、社会吸取高等人才,使 四川雅安中频弯管产品质量和技术方面处于行业带头地位。先后研发出一系列新工艺、新技术以提高产品质量和性能。


全自动弯管机具体应该怎么使用? 全自动弯管机的应用越来越广泛,那大家知道它应该怎么使用吗? 1、认真阅读电动油泵的使用说明书。 2、将工作油缸旋入方档块的内螺纹,使轮子向下,油缸后端安装在支架上。 3、按照所弯管子的外径选择模头,套在柱塞上。 4、向模头方向两个滚轴上对应的沟槽,然后装入相应尺寸的花板孔,再将上板板盖上。 5、将所弯管子插入沟槽内,将高压油管端部快速接头活动部分向后拉,并套在工作油缸的接头上。 6、将电动油泵上的卸油螺钉旋紧,即完成所弯管的弯曲。 7、弯曲完毕,松开放油螺钉,柱塞即自动复位。



弯管制做工艺:冷弯型钢与热弯机有什么不同点。做为大部分领域都是会采用的商品,弯管 一直以来在市面上面有着极高影响力,并且通过制做工艺持续的升级、更新换代,令商品总体品质都是有显著提高,可是以工艺技术性来讲,现阶段关键分成冷弯型钢、热弯机二种不一样的方式,虽然制做出來的商品同样,殊不知制作过程却有差别。 弯管制做工艺:冷弯型钢与热弯机有什么不同点 一:制做专用工具不一样 冷弯型钢与热弯的工艺差别,取决于制做专用工具不一样,以冷弯型钢来讲,是以弯管机模套做为制做步骤的关键,可是热弯机则是以沙子及其弯折商品的相对应专用工具开展制做,这也促使制做商品时须要留意的关键点、关键都造成了差别。 二:制做率不一样 毫无疑问,现阶段制做弯管的工艺广泛以冷弯型钢为主导,缘故已经于这一工艺技术性的制做率,因为使用了工业设备的能量,可以确保加工厂短时间生产制造很多产品,虽然热弯机也会应用到相对应专用工具与机器设备,可是在率层面显而易见就不够与冷弯型钢相较为。 三:相同点:加温 虽然冷弯型钢与热弯机工艺在制做弯管步骤中有差别,可是二种方式在制做商品时都必须开展加温,仅仅加温的方法各不相同,冷弯型钢工艺是应用设备开展中频感应加热,而热弯机工艺则是以一般方式加温管道。 无论冷弯型钢,热弯机,只需可以制造出可以用、性的弯管,工艺的挑选事实上并不是问题,换句话说,工艺并不决策商品的品质,反而是制做资金投入的原材料才算是刚性要素,具有了不可忽视的大功效。



全自动弯管机实际是怎么操作的? 大家知道全自动弯管机实际是怎么操作的吗?不知道的现在可以来了解一下! 1、全自动弯管机主要适合应用在激光切割稍微厚一点的产品工件方面。选中“切厚挑选”开关部位。 2、将割炬滚轴卸掉后,割炬与全自动切管机机连接牢固,任意配件中准备有连接件。 3、连接好机器的开关电源,按照产品的外形,安裝好滑轨或半经杆(如果是直线切割用滑轨,若是要切割圆或弧形,可以使用半经杆)。 4、将割炬的电源插头拨下,换成摇控电源插头(任意配件中常备)。 5、按照工件的薄厚,调节适合的走动速率,且把机器里的“倒”、“顺”开关放在切割的方向。 6、把喷头和工件中间的间距调节成3到8毫米,然后把喷头中间调节成工件割缝的起止条上。 7、打开摇控开关,切穿工件后,打开机器的电源总开关,就可以切割了。