



融拓金属材料有限公司-产品理念专业:专业设计制造生产 浙江温州合金圆钢多个系列,50余种产品。设计:高级工程师设计制造,专业力学设计计算,可根据客户要求定做特种型号 浙江温州合金圆钢。制造:国际先进制造工艺,质保体系完备,通过ISO9001质量体系认证,A级制造资质,保证品质卓越。安装:具有10年 浙江温州合金圆钢的安装维修经验的专业团队,专业化科学化,所有安装人员持证上岗。服务:24小时应急服务电话,随时解答疑难问题,全国34个专业维修服务网点。产品:以“品质”“”“信心”“保险”为服务宗旨。承诺:所有 浙江温州合金圆钢产品均有品质保证,为了让客户更加放心使用产品,我们努力做到尽善尽美。


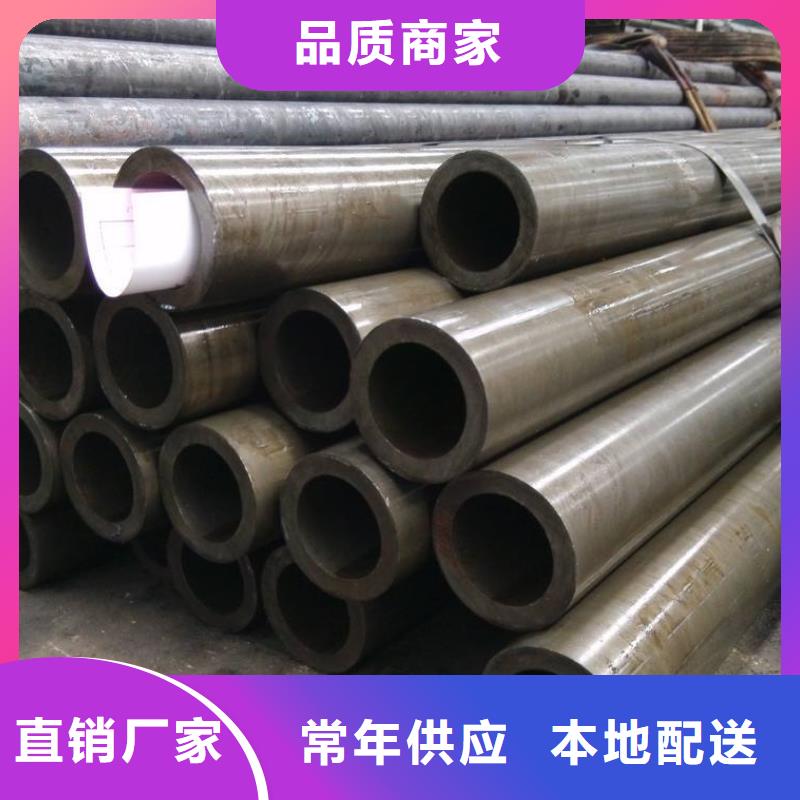
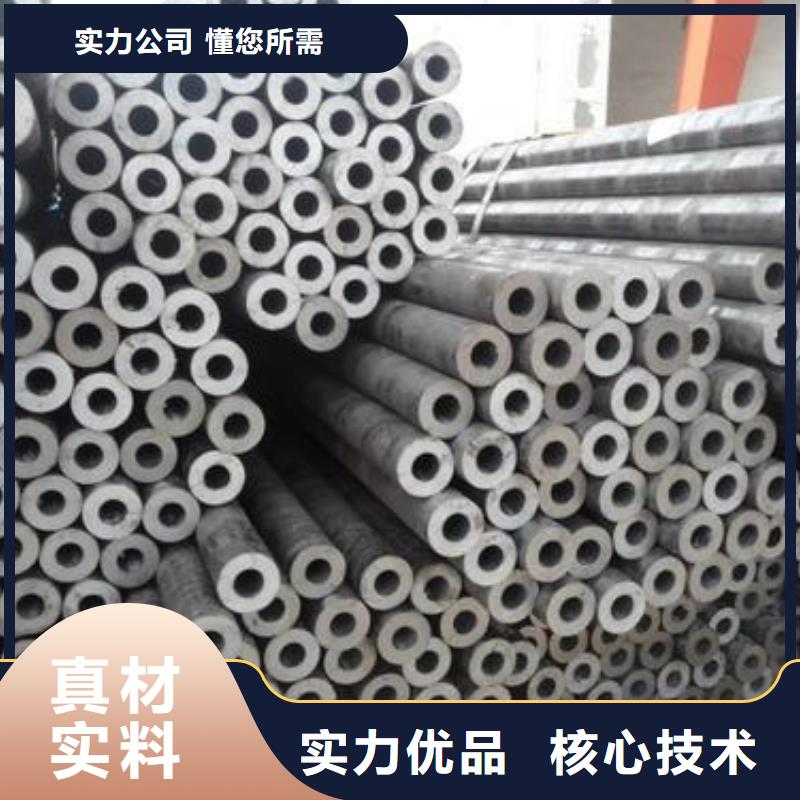
规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧管外径5~200mm。壁厚2.5~12mm。 外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。 钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。 冷拔或冷轧精密 P91精轧管《表面质量》参照GB3639-83。
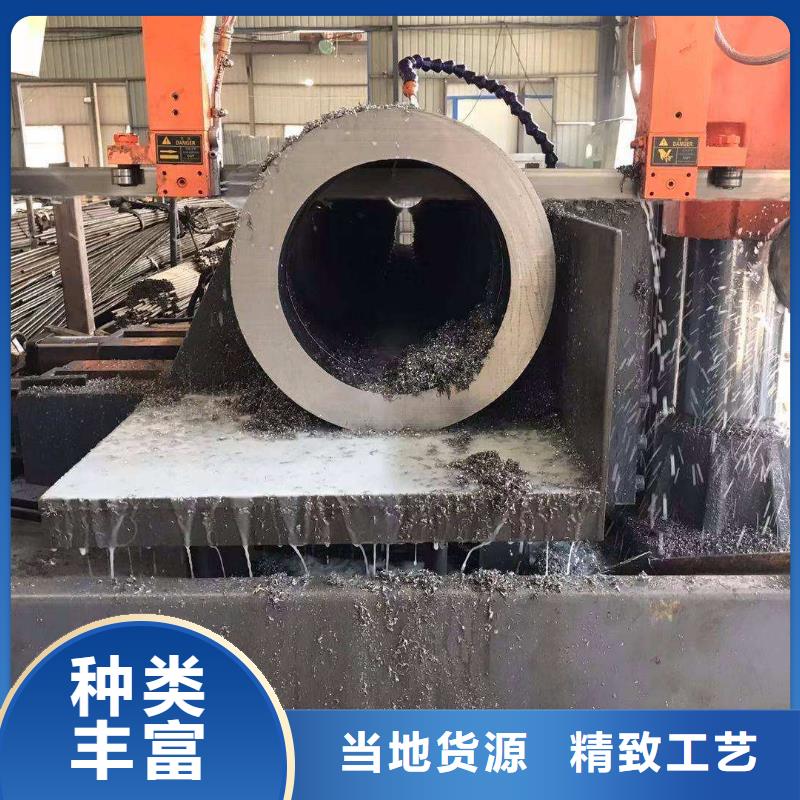
精轧管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
精轧管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精轧管是较先进的方法。
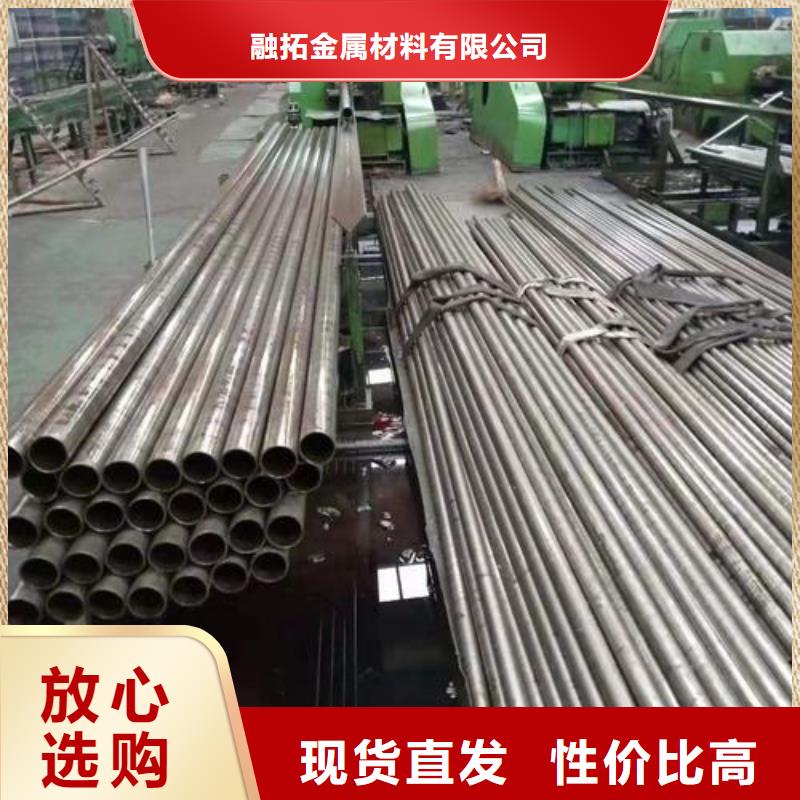
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。


精轧管生产工艺特点:精轧管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。
精密无缝钢管机的生产效率一直是人们为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密无缝钢管机的小时产量产量A、一般用下式进行计算冷轧管机的小时.从上式可知,提高轧厚壁无缝管机产量的 个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。

