
想了解【不锈钢焊管】_不锈钢型材型号齐全产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:【不锈钢焊管】_不锈钢型材型号齐全的图文介绍

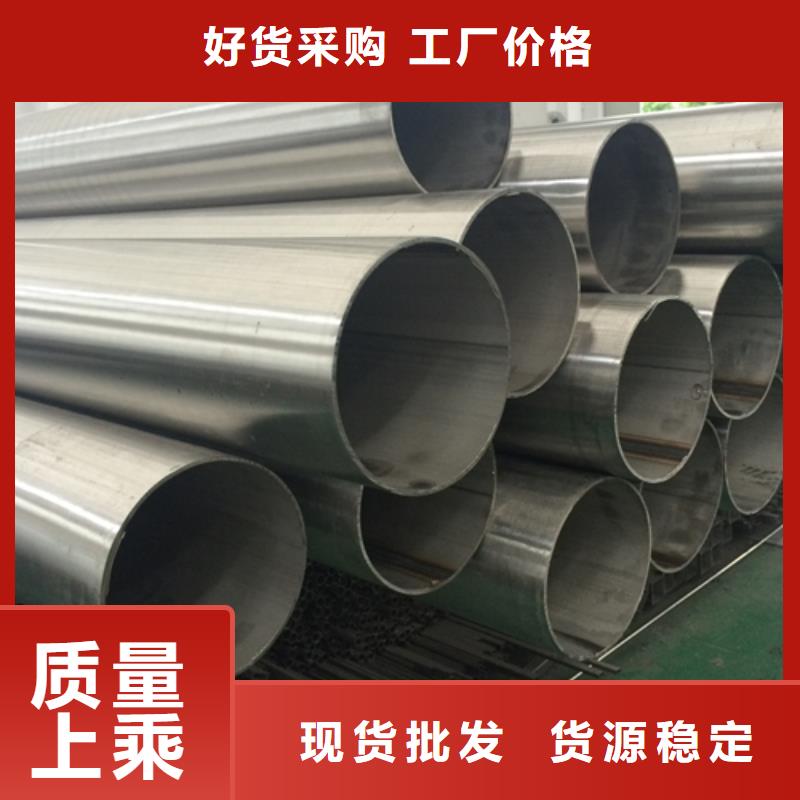
山东菏泽松润金属材料有限公司专业生产销售各种材质规格山东菏泽不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,奥?体不锈钢焊管的缺陷有哪些?
奥?体不锈钢焊管存在着?些缺陷问题,主要是晶间腐蚀问题:当温度升?到450℃~800℃时,会从饱和的奥?体中严晶界产?贫铬区。
奥?体不锈钢管的缺陷,当析出时间不太长时,由于铬的扩散速度较慢,贫铬区得不到恢复,使晶界附件的铬含量低于11.7%,因?耐蚀性能下降。原?特点决定材料特性,从构成钢的铁原?排列特点,可以了解钢铁的特性,铁的原?构成简单,在原?核的外层有两个电?;铁原?排列紧凑,原?和原?之间距离很近;外层电?围绕所有的铁原??由运动,将铁原?更紧地连在?起。因为原?距离较近,吸引?极?,所以钢的强度很?;外层电?的?由状态,使铁有良好的导电性能。不能热处理强化:这类不锈钢管经固溶处理后强度很低,为了提?其强度可以进?冷变形,剧烈的冷变形能使钢的强度??提?。这是由于加?硬化和形变诱发马?体转变所致,但塑性和抗蚀性降低。
切削加?性很差:这类不锈钢焊管加?硬化现象很严重,使切削强度增加。奥?体不锈钢管的缺陷,另外热导率很低,使?具温度迅速升?。?且韧性很?,使切削不易剥离,从?缩短了?具寿命,增加了加??时,降低了零件表?的光洁度。
奥?体不锈钢焊管?学性能特点:奥?体不锈钢管的组织结构决定了其?学性能的特点是强度较低?塑性和韧性较?。在我国不锈钢管标准中,给定的奥?体不锈钢管抗拉强度?般为480~520?/平?毫?;个别的还有400?/平?毫?。奥?体不锈钢管的缺陷,按标准,奥?体不锈钢锻材、轧材没给出冲击试验值,实际上,奥?体不锈钢固溶化热处理后的冲击功可达120焦?或更?。奥?体不锈钢的?学性能不能通过热处理进?调整。
15年专注不锈钢焊管?产,我们有实战、有经验、有技术,为您提供优质不锈钢焊管


山东菏泽松润金属材料有限公司专业生产销售各种材质规格山东菏泽不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢管热处理不锈钢管热处理国外普遍采纳带爱护气体的无氧化连续热处理炉,进行生产过程中的中间热处理和终的成品热处理,由于能够获得无氧化的光亮表面,从而取消了传统的酸洗工序。这一热处理工艺的采纳,既改善了钢管的质量,又克服了酸洗对环境的污染。按照目前世界进展的趋势,光亮连续炉差不多分为三种类型: (1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理,小时产量为1.0吨以上。可使用的爱护气体为高纯度氢气、分解氨及其它爱护气体。能够配备有对流冷却系统,以便较快地冷却钢管。(2)网带式光亮热处理炉。这种炉型适合于小直径薄壁周密钢管,小时产量约为0.3-1.0吨,处理钢管长度可达40米,也能够处理成卷的毛细管。(3)马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。不锈钢焊管工艺技术——氩弧焊不锈钢焊管要求熔深焊透,不含氧化物夹杂,热阻碍区尽可能小,钨极惰性气体爱护的氩弧



山东菏泽松润金属材料有限公司专业生产销售各种材质规格山东菏泽不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管市场前景分析由于不锈钢焊管较无缝管的制造成本低,管壁厚度均匀加上制造容易和焊缝质量提高等因素影响,国内不锈钢焊管产量出现快速增长。随着我国经济建设的快速发展,不锈钢的消费量不断增加,其中不锈钢管的需求量同样日趋扩大,市场前景看好。 不锈钢焊管市场前景分析
尚普咨询行业分析师指出:由于不锈钢焊管技术成熟,在很多领域已经取代无缝管如酒厂、石油、食品、汽车、造纸、空调等行业并得到广泛的应用。不锈钢无缝管的市场需求表现在基础工业方面,相关数据显示,石油、化工、发电等,其需求量占不锈钢无缝管消耗总量的三分之一。随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域尤其是在换热谁备用管、装饰管、中低压流体管等方面代替了无缝钢管。我国在这方面的生产能力也得到了快速的,目前,国内所能生产的不锈钢管基本上覆盖了世界各国标准的品种规格,不锈钢异型管的规格、品种也达百种以上,产品用途涉及工业、民用的众多领域。


山东菏泽松润金属材料有限公司专业生产销售各种材质规格山东菏泽不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管氩弧焊焊接的?艺要求及?艺参数解析
不锈钢焊管的焊接?式有很多,我们?般采?的是氩弧焊的焊接?艺。那么,氩弧焊焊接不锈钢焊管的?艺要求及参数是怎样的呢?1、?艺要求
1)、焊接位置:DN150及以下管道,?般在空间有限、全?动焊机?法施焊的固定位置。DN150以上管道,尽量在地?焊接,减少?空试焊作业。
2)、焊接层数及道数:焊接层数?般为2~3层,单?焊接双?成型。
3)、保护?体:氩?纯度≥99.95%。
4)、填充焊丝:ER308直径:φ2mm或φ3mm
2、管?对接要求
管?对接时,管?的整个圆周尽量不要错边,间隙见上表。因管?圆度不够?造成错边的,可边点焊边??锤敲打致平再点固定焊。固定焊间距约为20mm~30mm之间为合适。
3、焊接?艺参数
选择线能量少的焊接?艺参数焊接,有利于防?晶间腐蚀和裂纹。常?的规范参数见下表。


本公司坐落于经济开发区汇通钢材市场A-113-7,松润金属材料有限公司是一家生产 山东菏泽大口径40Cr的专业厂家,公司具有雄厚的技术力量,先进的检测设备,不断优化企业管理,以市场需求为导向,科技进步为动力,积j i吸取同行业的先进经验,广泛征求用户意见,取得用户的亲睐和质检部门认可。 希望各行各业的朋友、领导光临指导,本公司将为广大客户提供更完美优质的服务。
公司秉承以质量求生存,以服务谋发展的宗旨和诚信、务实、创新、奋进的理念欢迎广大新老客户前来技术交流与合作。

