

为了让您更好地体验弱电入地塑合金管压力试验方法产品的卓越性能,我们特意制作了产品视频。视频内容丰富,展示了产品的每一个细节和特性。
以下是:弱电入地塑合金管压力试验方法的图文介绍

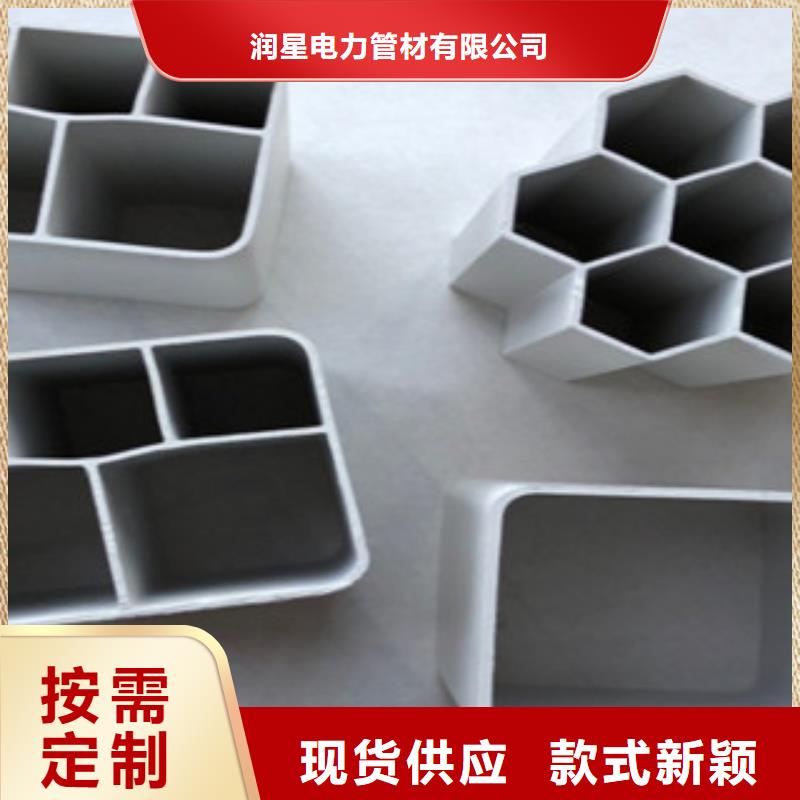
三门峡PE钢带增强螺旋波纹管


三门峡PE钢带增强螺旋波纹管的详细介绍
核心技术精心



三台挤出机对挤出原料的塑化工艺温度也就各有不同。PE梅花管外层和色标线用料是高密度聚乙烯,挤塑这两种原料的挤出机机筒各段温度控制与普通高密度聚乙烯管的挤出工艺温度控制相同。聚乙烯PE梅花管的内衬管由于HDPE树脂掺有硅烷类润滑剂,则其挤出机机简各段工艺温度的控制赂有差别。机简的加料段温度100一125℃,塑化段为135—160℃,均化段温度为170一185℃。成型硅芯复合管用模具温度175—190℃。PE梅花管敷设前应确定PE梅花管的排列顺序,以PE梅花管的色谱来区分,防止多根PE梅花管同时敷设出现交叉。七孔梅花管布放排列色谱全程应保持一致。铺设PE梅花管的弯曲半径宜大于1米,小弯曲半径应不小于PE梅花管外径的10倍。
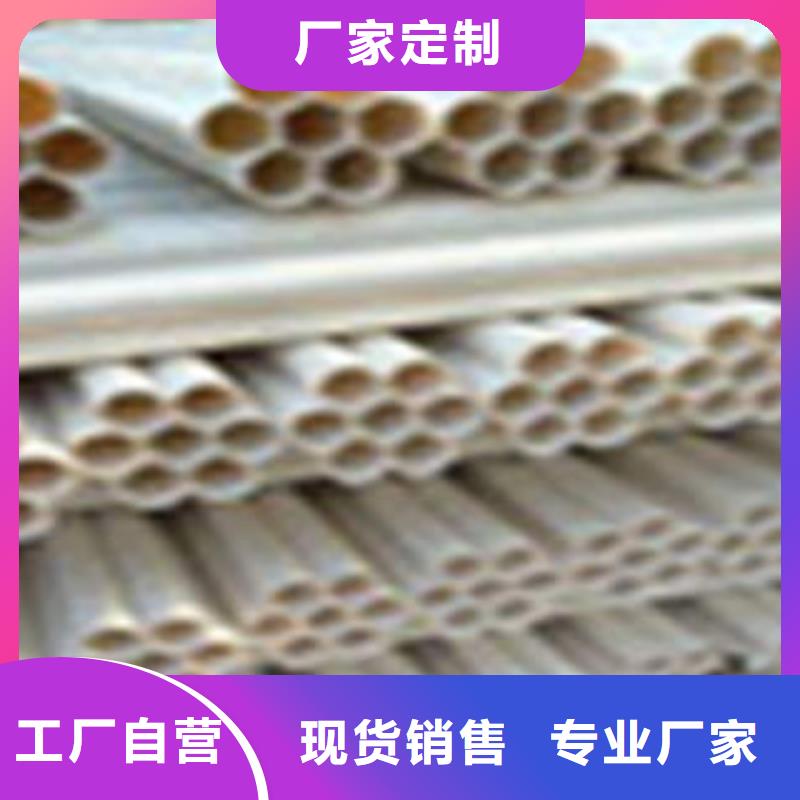
PE梅花管在沟底摆放一定要平直,无明显连续多处的上下起伏及左右弯曲。PE梅花管进出人孔可直接通过,如需在人孔内将硅管断开,硅管必须长出人孔墙壁30cm以上,硅管排列间隙应大于3cm,以方便将来吹缆机械与PE梅花管的连接。七孔梅花管在敷设前必须检查外观是否完好,管塞有无脱落。PE梅花管的端口必须密封,以免泥土等杂物进入管内。PE梅花管连接处需保证有足够的重叠余量。人(手)孔内的PE梅花管应固定在托架上,以便有足够的空间让施工人员操作。七孔梅花管在一个段长内不应有接头。如因需要必须接头时,应尽量将接头安排在人(手)孔内;如因意外原因必须接头时,在接头处应设立明显标志,并在竣工图上标明该接头属于哪一根硅管和确切的位置。
必要时可采用三角定标法标注。在处理接头时,接口处两端管口的断面必须保持平直、刺,并采用专用的配套密封接头件进行接续。七孔梅花管生产过程中挤出不顺畅,产品表面看起来不光滑。引起此类现象的主要问题是温度过低,可3-5℃逐步提高,达到所需的温度即可。七孔梅花管正常的生产过程中发现生产的产品表面有滑痕。HD七孔梅花管出现此现象的原因可能有两种,一是原材料太潮湿引起的产出表面有气泡而高出表面,在通过定型换套时,就会产生均匀伤疤也就是我们看到的滑痕。要解决这类原因引起的滑痕,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。第二种可能是就温度过高,只要温度适当调低就行了。PE梅花管生产过程中产品自然增大。
PE梅花管在沟底摆放一定要平直,无明显连续多处的上下起伏及左右弯曲。PE梅花管进出人孔可直接通过,如需在人孔内将硅管断开,硅管必须长出人孔墙壁30cm以上,硅管排列间隙应大于3cm,以方便将来吹缆机械与PE梅花管的连接。七孔梅花管在敷设前必须检查外观是否完好,管塞有无脱落。PE梅花管的端口必须密封,以免泥土等杂物进入管内。PE梅花管连接处需保证有足够的重叠余量。人(手)孔内的PE梅花管应固定在托架上,以便有足够的空间让施工人员操作。七孔梅花管在一个段长内不应有接头。如因需要必须接头时,应尽量将接头安排在人(手)孔内;如因意外原因必须接头时,在接头处应设立明显标志,并在竣工图上标明该接头属于哪一根硅管和确切的位置。
必要时可采用三角定标法标注。在处理接头时,接口处两端管口的断面必须保持平直、刺,并采用专用的配套密封接头件进行接续。七孔梅花管生产过程中挤出不顺畅,产品表面看起来不光滑。引起此类现象的主要问题是温度过低,可3-5℃逐步提高,达到所需的温度即可。七孔梅花管正常的生产过程中发现生产的产品表面有滑痕。HD七孔梅花管出现此现象的原因可能有两种,一是原材料太潮湿引起的产出表面有气泡而高出表面,在通过定型换套时,就会产生均匀伤疤也就是我们看到的滑痕。要解决这类原因引起的滑痕,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。第二种可能是就温度过高,只要温度适当调低就行了。PE梅花管生产过程中产品自然增大。








润星电力管材有限公司主要从事 河南三门峡PE钢带增强螺旋波纹管的科研开发和生产。主要产品: 河南三门峡PE钢带增强螺旋波纹管等系列产品。公司秉承“创新创造、诚信di yi、坚守质量”的发展理念,所有产品均严格按照标准进行设计和生产,并以设计造型美观、检修方便、配套功能齐全、广泛应用于各个领域。公司以积j i探索新技术、新工艺、新材料的研发,建立了多重的服务体系和质量检测体系,产品从优质原材料进库到优质的成品出厂,每一道工序都精雕细琢,并且不断地进行技术升级改造,公司着力于以人为本,以客户为中心的管理团队、专业化员工团队、专业服务中心及专业服务部。营销和服务网络已覆盖全国市场,能够对客户的需求、期望和满意持续的保持,并承诺在1小时内为客户提供高绩效、专业化和敏捷性的售前、售中及售后服务!
润星电力管材有限公司
