

想要快速了解DN400PE钢带增强排水管进口原料生产产品?视频给你直观的感受!
以下是:DN400PE钢带增强排水管进口原料生产的图文介绍

影响耐冲击性能的因素与影响环刚度的类似。环柔性检测设备与环刚度相同,但是压缩量更大,试样在垂直方向外径变形量为原外径的30%时立即卸荷,观察试样的内壁是否保持圆滑,有无反向弯曲,是否破裂,两壁是否脱开。除了环刚度、环柔性、耐冲击性能之外, 标准还对蠕变比率(反映波纹管在外力负载下变形后的蠕变情况,影响产品的使用寿命)和烘箱试验(反映波纹管内外壁结合强度是否足够,结构稳定性如何)有要求。2.刚开机时波峰不能成型,这时通常伴随着外层真空不能达到需要的真空度。这是波纹管生产中常见的现象之一。参数方面,例如成型机的速度与挤出量不匹配,如挤出量不变的话,成型机速度过快则模块内的料坯太厚。
真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。2.扩口不良。内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了。
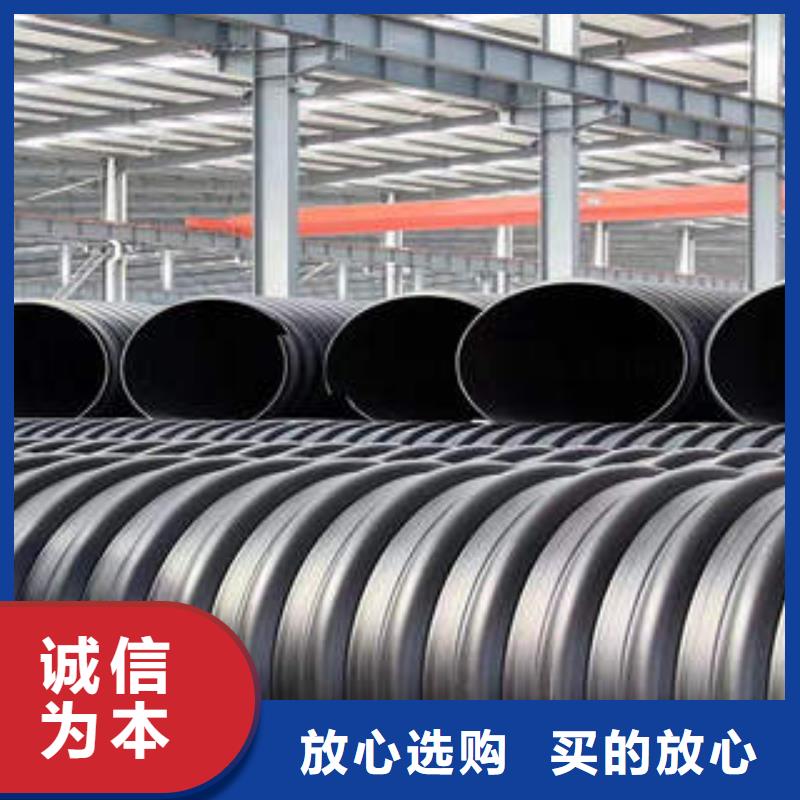
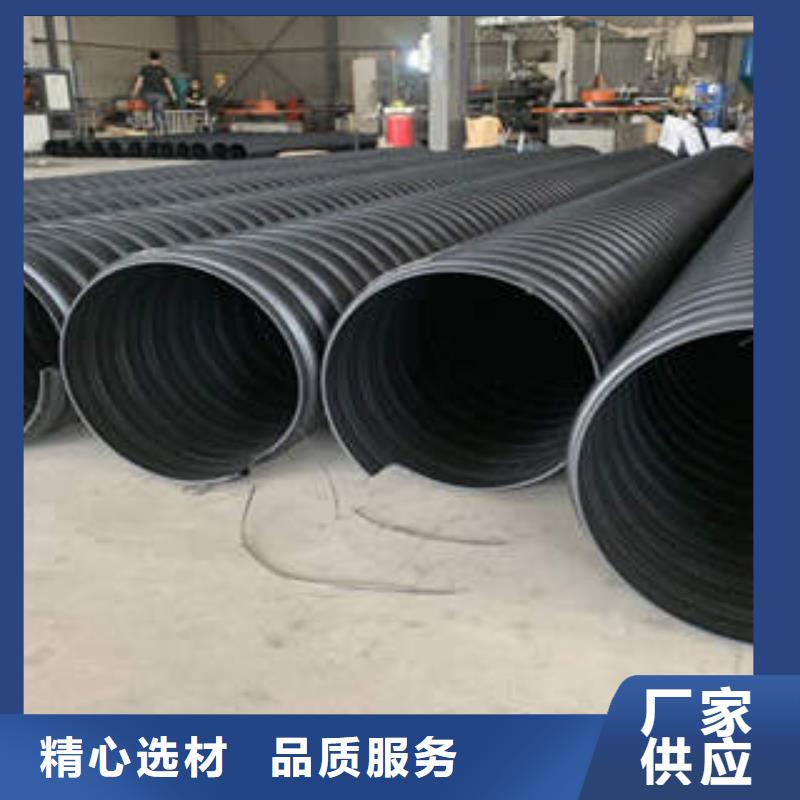
HDPE钢带增强螺旋波纹管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。管材曲折缘由是外层的偏壁严峻或水套与成型机的对中性未调好。2.轴向上波峰的厚度不一致正常冲气过大、口模的空隙过大等导致。内层有划痕一般因为料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。管材冷却后脆性大这是一个比较普遍存在的现象,主要是原材料的性能过差所致,比如填充料的比例过大,消泡剂的质量差,原材料内的水分含量超标等。公司是一家专业从事聚乙烯(PE)钢带增强螺旋波纹管,钢带增强聚乙烯(PE)螺旋波纹管,聚乙烯(PE)克拉管的研发、生产及销售于一体的新型给排水管材企业。目前年生产能力5万余吨。
内壁不平坦PE钢带增强螺旋波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。扩口不良。扩口不良可分为以下几种状况:a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好。
真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。2.扩口不良。内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了。
HDPE钢带增强螺旋波纹管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。管材曲折缘由是外层的偏壁严峻或水套与成型机的对中性未调好。2.轴向上波峰的厚度不一致正常冲气过大、口模的空隙过大等导致。内层有划痕一般因为料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。管材冷却后脆性大这是一个比较普遍存在的现象,主要是原材料的性能过差所致,比如填充料的比例过大,消泡剂的质量差,原材料内的水分含量超标等。公司是一家专业从事聚乙烯(PE)钢带增强螺旋波纹管,钢带增强聚乙烯(PE)螺旋波纹管,聚乙烯(PE)克拉管的研发、生产及销售于一体的新型给排水管材企业。目前年生产能力5万余吨。
内壁不平坦PE钢带增强螺旋波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。扩口不良。扩口不良可分为以下几种状况:a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好。


诚信经营、品质如一、优质服务、无忧售后。工厂直销价格合理,我们不怕货比货,就怕您买错。
润星电力管材有限公司主营产品 河南焦作PE钢带增强螺旋波纹管。价格以本公司实际报价为准!
所有商品我们公司在发货之前都进行严格质检,确保无任何问题才发货!
图片均为实物拍摄,但由于光线及显示器等原因会有轻微的色差,请谅解。
厂家直销 价格实惠 质量保证
保证产品的亮度和效果质量
现货批发 量大从优 欢迎订购。



为了积极响应 "以塑代钢"的推广号召,HDPE管材作为一种新型塑料排水管材以优越的性能和低廉的价格很快在市场上崭露头角。HDPE排水管材在医疗建筑工程的室内雨污排水系统上有着广阔的应用前景。 HDPE钢带增强螺旋波纹管沟槽槽底净宽度,可按各地区的具体情况并根据管径大小、埋设深度、施工工艺等确定。当管径小于等于0.45m时,管道每边不宜小于0.3m;当管径大于0.45m时,管道每边净距不宜小于0.5m。
HDPE钢带增强螺旋波纹管道基础采用土弧基础时,应符合下列规定:对一般土质,应在管底以下原状土地基或经回填夯实的地基上铺设一层厚度为100mm的中粗砂基础层。当地基土质较差时,可采用铺垫厚度不小于200mm的砂砾基础层,也可分二层铺设,下层用粒径为5~32mm的碎石,厚度100~150mm,上层铺中粗砂,厚度不小于50mm的规定。对软土地基,当基础承载力小于设计要求或由于施工期降水等原因,地基原状土被扰动而影响地基承载能力时,必须先对地基进行加固处理,在达到规定的地基承载力后,再铺设中粗砂基础层。对由于管道荷载、地层土质变化等因素可能产生管道纵向局部不均匀沉降时,应在管道敷设前对地基进行加固处理。
钢带增强聚乙烯(PE)螺旋波纹管主要有三种连接方法:热熔套挤出焊接、热收缩管(带)连接、电热熔带焊接和卡箍连接。重要的工程可以采取两种连接方法组合连接,都要有较成熟的连接结构和连接件产品及施工技术。这里主要介绍三种常用的连接方法。热熔挤出焊接是采用专用热风出焊接工具,先将管材被连接两端加热,焊枪挤出熔融的聚乙烯料,把连接缝两端的聚乙烯材料融成一体的连接方法。这是把聚乙烯材料熔融成整体的连接方式,属刚性连接。热收缩管(带)连接是采用纤维增强聚乙烯热收缩带做内层,热收缩管做外层,热收缩管内表面涂有热熔胶,经加热后与相邻管端贴合紧箍连成一体的连接方法。
电热熔带焊接是利用镶嵌在连接外接触面的电热元件通电后产生的高温连接方法,属刚性连接。电热熔带焊接结构:它是采用一条内壁镶嵌有电阻丝的聚乙烯电熔带、紧贴在两端连接端的外表面,再用耐热带紧固,同时在接口处管端内壁可用拆卸的工具支撑牢固后,再用电热熔焊机电阻丝供电,电阻丝发热融膨胀形成压力。界面两边的聚乙烯互相扩散,关闭电源,待充分冷却固化形成可靠连接。不锈钢卡箍连接是采用机械紧固的方法将相邻两端连成一体的连接方法。连接结构由三层构成,内层薄壁橡胶套,紧套在管端起密封作用;中间层为一定厚度的具有良好弹性的发泡橡胶板,起填充作用,外层为不锈钢钢箍。
HDPE钢带增强螺旋波纹管道基础采用土弧基础时,应符合下列规定:对一般土质,应在管底以下原状土地基或经回填夯实的地基上铺设一层厚度为100mm的中粗砂基础层。当地基土质较差时,可采用铺垫厚度不小于200mm的砂砾基础层,也可分二层铺设,下层用粒径为5~32mm的碎石,厚度100~150mm,上层铺中粗砂,厚度不小于50mm的规定。对软土地基,当基础承载力小于设计要求或由于施工期降水等原因,地基原状土被扰动而影响地基承载能力时,必须先对地基进行加固处理,在达到规定的地基承载力后,再铺设中粗砂基础层。对由于管道荷载、地层土质变化等因素可能产生管道纵向局部不均匀沉降时,应在管道敷设前对地基进行加固处理。
钢带增强聚乙烯(PE)螺旋波纹管主要有三种连接方法:热熔套挤出焊接、热收缩管(带)连接、电热熔带焊接和卡箍连接。重要的工程可以采取两种连接方法组合连接,都要有较成熟的连接结构和连接件产品及施工技术。这里主要介绍三种常用的连接方法。热熔挤出焊接是采用专用热风出焊接工具,先将管材被连接两端加热,焊枪挤出熔融的聚乙烯料,把连接缝两端的聚乙烯材料融成一体的连接方法。这是把聚乙烯材料熔融成整体的连接方式,属刚性连接。热收缩管(带)连接是采用纤维增强聚乙烯热收缩带做内层,热收缩管做外层,热收缩管内表面涂有热熔胶,经加热后与相邻管端贴合紧箍连成一体的连接方法。
电热熔带焊接是利用镶嵌在连接外接触面的电热元件通电后产生的高温连接方法,属刚性连接。电热熔带焊接结构:它是采用一条内壁镶嵌有电阻丝的聚乙烯电熔带、紧贴在两端连接端的外表面,再用耐热带紧固,同时在接口处管端内壁可用拆卸的工具支撑牢固后,再用电热熔焊机电阻丝供电,电阻丝发热融膨胀形成压力。界面两边的聚乙烯互相扩散,关闭电源,待充分冷却固化形成可靠连接。不锈钢卡箍连接是采用机械紧固的方法将相邻两端连成一体的连接方法。连接结构由三层构成,内层薄壁橡胶套,紧套在管端起密封作用;中间层为一定厚度的具有良好弹性的发泡橡胶板,起填充作用,外层为不锈钢钢箍。
