

别再等待了,仅仅一分钟,就能通过我们的灯光护栏厂家现货产品视频探索到无数令人心动的细节和亮点。
以下是:灯光护栏厂家现货的图文介绍



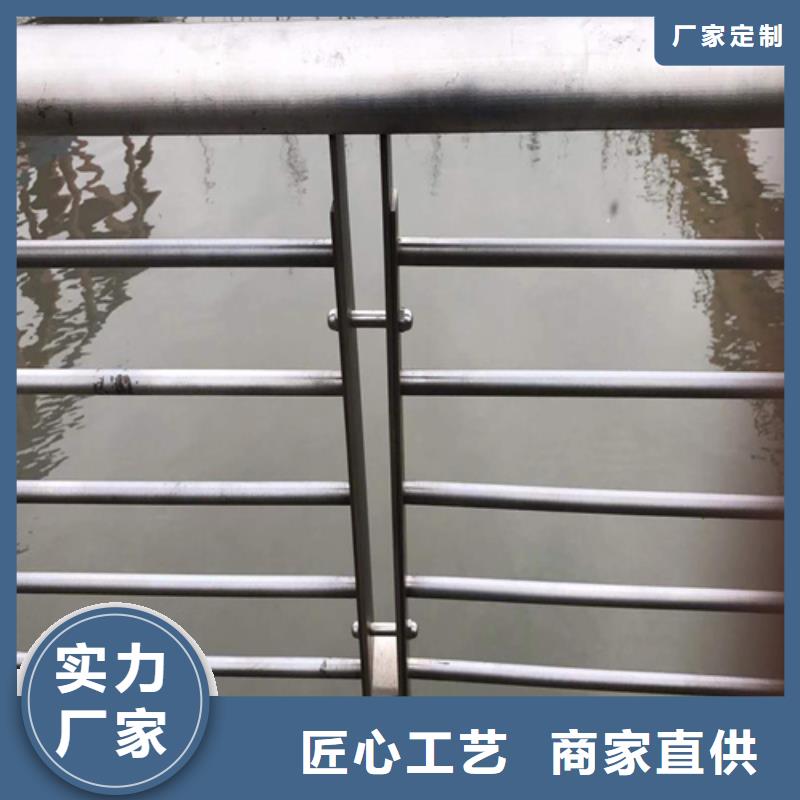
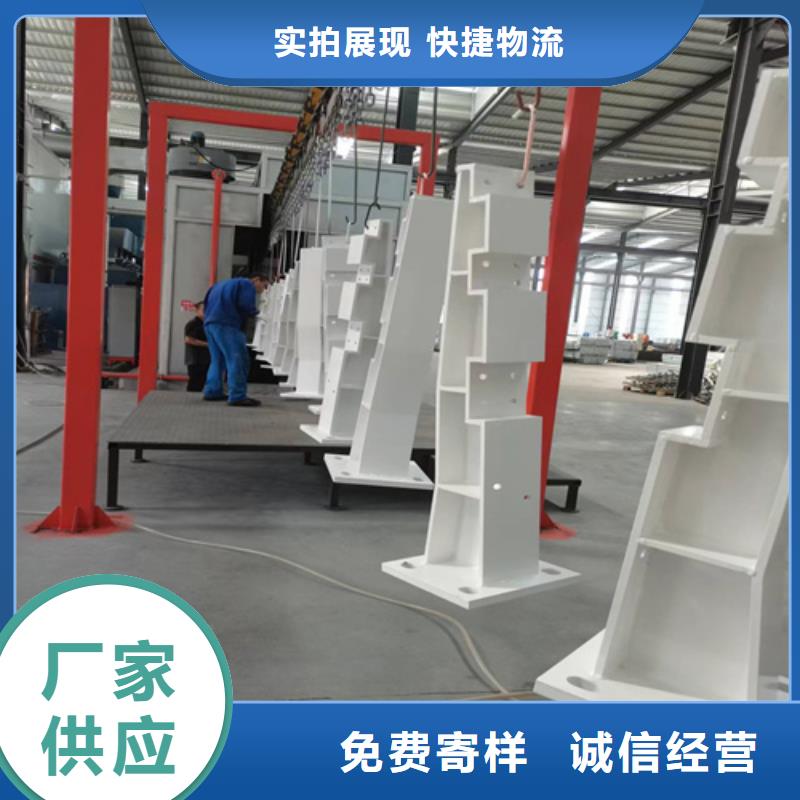
湖北十堰防撞护栏具有漂亮耐用,不变形,装置方便,是一种较为抱负的金属护栏产品,既可以制作成持久网墙,又可以作为暂时阻隔网运用,只需选用不一样的立柱固定方法便可实现。具有防腐、防老化、抗晒、耐候等特色。 湖北十堰路途护栏有很好的防腐作用, 湖北十堰路途护栏选用的什么样的外表处理技术? 湖北十堰路途护栏外表处理技术通常管材选用热镀锌片理 也叫热浸锌和热浸镀锌:是一种有用的金属防腐方法,首要用于各行业的金属结构设备上。是将除锈后的钢件浸入500℃摆布消融的锌液中,使钢构件外表附着锌层,然后起到防腐的意图。 热镀锌技术流程:制品酸洗-水洗-加助镀液-烘干-挂镀-冷却-药化-清洁-打磨-热镀锌竣工 。



湖北十堰不锈钢护栏施工工艺流程:施工准备--放样--下料--焊接安装--打磨--焊缝检查--抛光。湖北十堰不锈钢护栏主要施工方法:1、施工前应先进行现场放样,并计算出各种杆件的长度。 2、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。3、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。4、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。5、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。6、杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。对于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。


美特护栏有限公司服务于多家企业单位, 湖北十堰河道护栏产品覆盖国内三十多个省、市地区。成熟的 湖北十堰河道护栏生产工艺,现代化的生产设备,完善的测试手段,以及良好的质量管理体系,确保给用户提供好品质、可靠、低价位、经得住考验的 湖北十堰河道护栏产品。秉承“用心生产”的企业情怀,立足 湖北十堰河道护栏市场、顺应时代、不断做强做优。



湖北十堰防撞护栏的高度对汽车的侧翻基本不起作用,只有当侧翻已经发生后,汽车车体撞击到湖北十堰防撞护栏上时,湖北十堰防撞护栏的高度才对已经发生翻车的车辆的继续翻滚有抑制作用。可见,湖北十堰防撞护栏并非防御大型失左车辆的理想护栏,那种在山区公路及危险路段普遍采用湖北十堰防撞护栏的做法并不科学,即使增加了湖北十堰防撞护栏的高度也是如此。而汽车撞击半刚性护栏时,算例表明,在t=600ms之前,车辆位置高度变化不大,t=600ms之后,在惯性力的作用下,车辆尾部有将护栏梁板向外推进的趋势,但在护拦梁板的阻挡下,由于车辆偏高,出现了车辆以梁板上边沿为支点向外翻滚的趋势,此时,车厢压在了护栏梁板的上沿上,并给护栏梁板施加了向下的压力,在此压力作用下,护栏梁板开始向下运动,并将梁板、防阻块及立往之间的连接螺栓逐渐剪断,使梁板逐渐脱离支撑,在此过程中甲车辆因向外翻滚的支点位置不断下降而迅速外翻,车辆位置上升很快,当t=905ms时,车辆已上升191.56mm,车辆侧倾角达14°。可见,半刚性护栏防御重型车辆侧翻的能力远优于标准很凝土护栏,但目前的半刚性护栏在重型车辆的量力作用下,将不可避免地被压溃,表现出护栏的完整性不足,因此,要彻底解决失控大型车辆的性问题,还必须发展新的护栏设计机理。