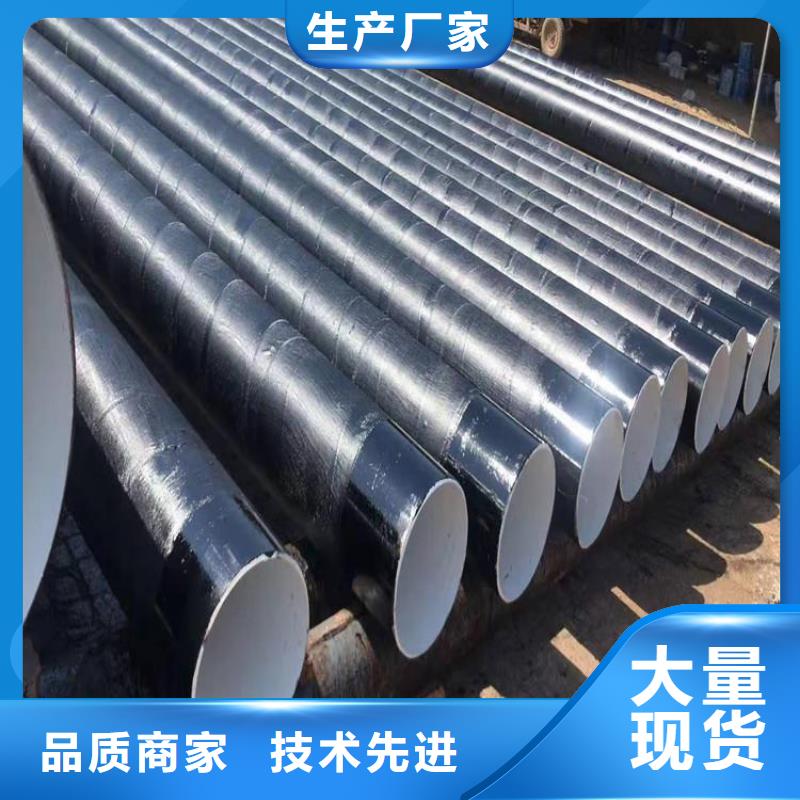



不要错过这部精心制作的直埋防腐钢管生产厂家供应产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:直埋防腐钢管生产厂家供应的图文介绍
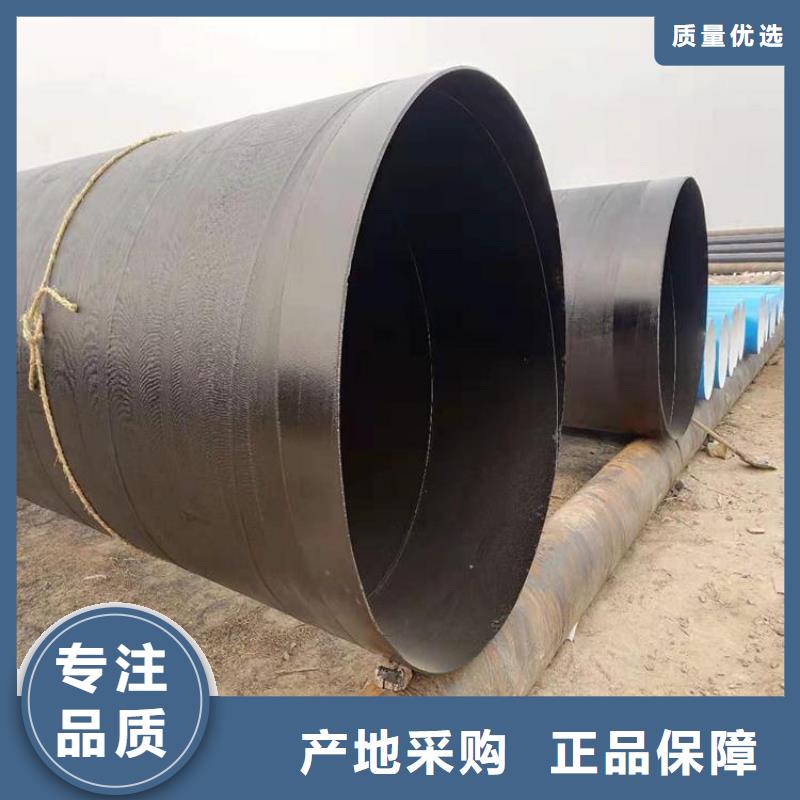
仓库充裕,诚信商家,发货及时,速度快。本公司产品都通过各部门]严格质检,产品没有质量问题方可发货。完整科学的质量管理体系,
实力和产品质量获得业界的信赖,欢迎各界朋友莅临参观、指导和业务洽谈。


山东威海环氧煤沥青防腐钢管的工艺流程和工艺特点:一.底漆和缠玻璃纤维前的面漆:1.防腐的环氧煤沥青油漆施工根据现场条件采用刷涂的方式。2.钢材除锈经检查合格后涂刷底漆和面漆,涂漆时尽可能留出钢材装配的焊缝位置,预留长度约为150mm,以免焊接时难以清根,影响焊接质量。3.对于钢材表面坑尘程度较大(>2mm以上),尚应拌制腻子将其补平4.环氧煤沥青漆混合配制好拌匀后将其熟化15~30min,并在4小时内用完。5.底漆表干后固化前涂刷*道面漆,面漆实干后固化前涂刷第二道面漆。施工时,往往在工序流程上是连续的,因此需要特别注意油漆的涂装间隔时间,保证涂装间隔在小和涂装间隔之间。现场施工时,要根据涂料的性能和天气条件确定涂装的间隔时间。6.如果油漆复涂间隔太长,则需要将油漆表面用砂布或砂轮打毛后再涂刷后道漆。7.钢材喷砂合格后应立即涂刷底漆,因此,应同时注意粉尘对涂漆的影响,涂漆时尽可能远离喷砂区域或暂停喷砂施工8.环氧煤沥青漆作业应按随货所到的材料说明书和规范要求进行操作。9.油漆作业施工用具应干净,使用过程中的清理和用完后处理应适当。



山东威海环氧煤沥青防腐钢管涂料施工工艺
1、表面除锈
喷砂用于管道、管道支架和其他钢结构上的铁锈,喷砂除锈时,喷砂除锈应安排在防锈车间,除锈质量等级为Sa2.5,为保证除锈质量等级,磨料为石英砂,含水量小于1%,粒度要求通过7号筛,20号筛余量不小于40%,但不通过45号筛,喷砂角度、喷枪速度和喷涂距离必须满足要求,保证喷砂表面具有一致的表面粗糙度,既能增加涂层的附着力,又能保证表面的平整度。机械除锈,安装焊缝除锈采用磨床机械除锈方法,除锈等级达到St3级,除锈后,钢材表面应在24小时内涂底漆,以免二次生锈。
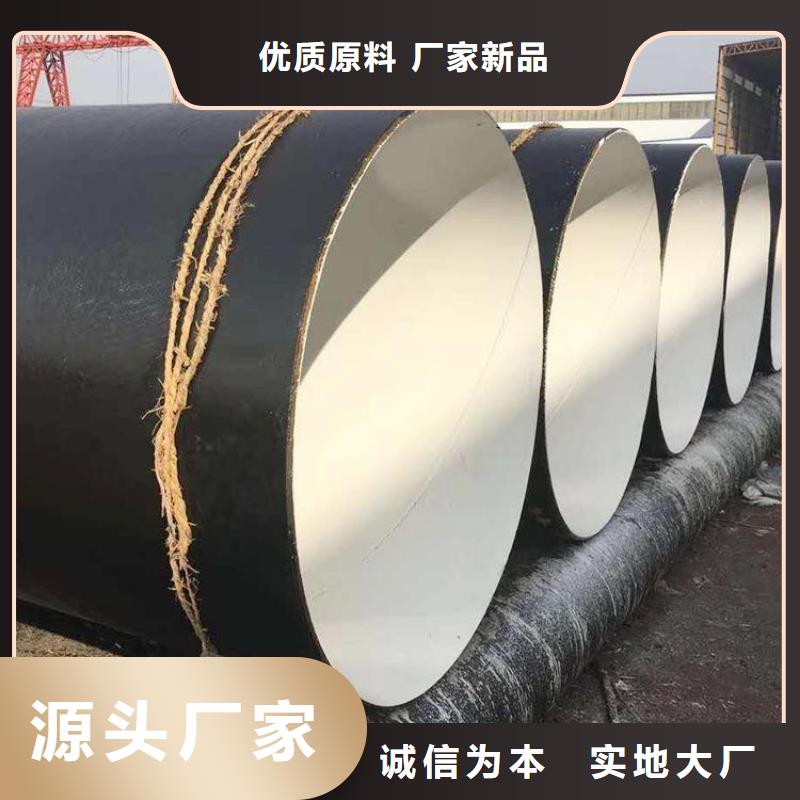
2、管道涂装
钢材除锈合格后,涂底漆和面漆,刷的要均匀,不能漏刷,涂上 层油漆后,可以用玻璃布包裹,缠绕玻璃布时,卷边时需要搭接15-25毫米,接缝处搭接100-150毫米,如果包布时产生气泡,请用刀切开,然后挤出气泡中的空气,将表面弄平,整块玻璃布应缠绕均匀、平滑。
3、伤害与修理
在管道的运输和安装过程中,管道的防腐层可能会损坏,管道安装完成并验收合格后,需要对管道防腐层进行修复,修复伤口时,用砂轮机或手工除锈去除钢材表面的锈斑,除锈等级应达到St3以上,因为修过的零件小而复杂,操作不方便,检查人员容易疏忽,施工人员要特别注意自觉保证质量。管道防腐所用的防腐层应与相邻管道一致,新防腐层和旧防腐层之间的连接是阶梯式的,接口必须重叠,重叠部分应保持至少50毫米。
4、干燥和维护
山东威海环氧煤沥青防腐钢管防腐完成后,让其自行静置干燥,至少8小时不能移动,这样就不会暴露在雨水中,干燥后即可运输。


